Faberant Cube - с версии 1.0 до 1.14
Содержание
- Программа слайсинга «Cura»
- Профили печати для слайсинга
- Программа печати и управления 3D-принтером «Repetier-Host»
- Подготовка к работе с 3D-принтером
- Калибровка печатной платформы
- Заправка, извлечение пластика
- Запуск 3D-печати
- Чистка экструдера
- Замена сопла
- Снятие-установка дверок
- Меры безопасности

Перед первым подключением 3D-принтера Faberant Cube к компьютеру, необходимо установить программу слайсинга «Cura», в которой также есть драйвера для электроники 3D-принтера.
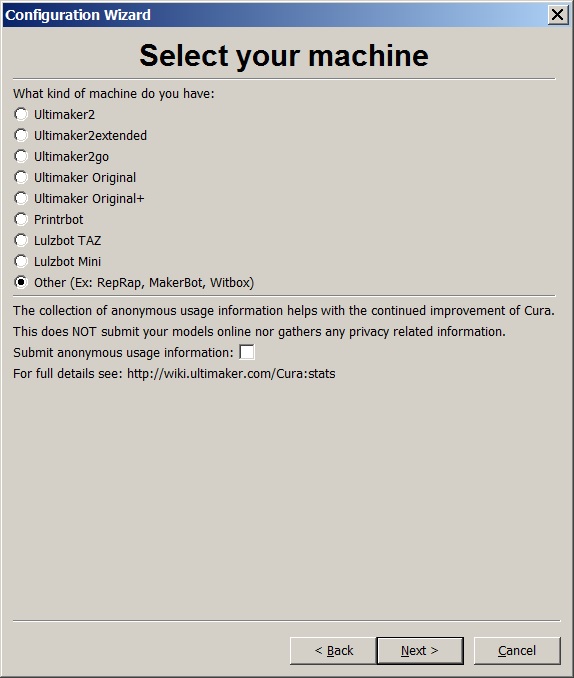
1. Выбираем последний пункт "Other"
- снимаем галочку по отправке анонимной информации
- жмем Next (Далее)
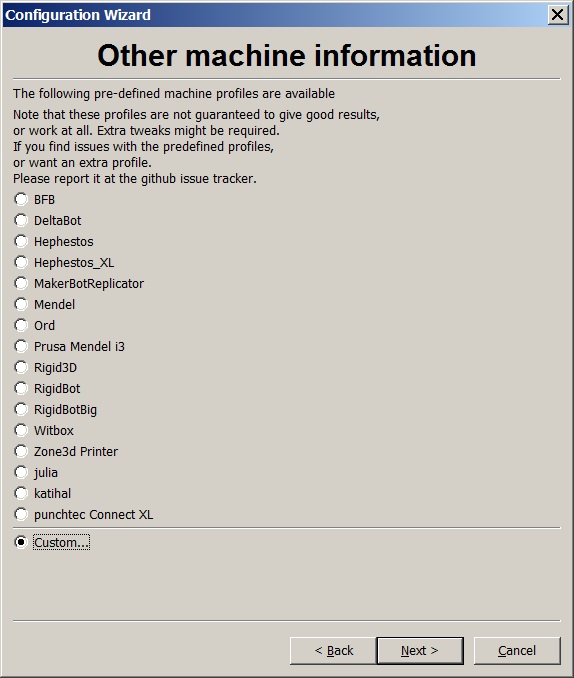
2. Выбираем последний пункт "Custom..."
- жмем Next (Далее)
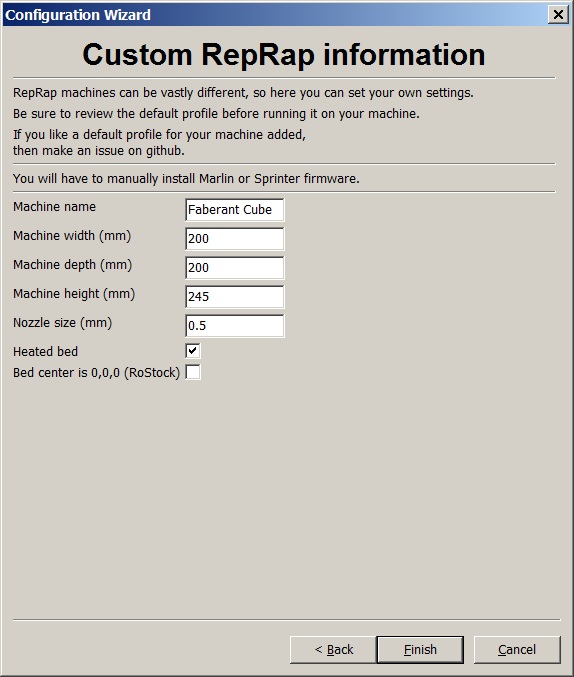
3. Вносим информацию, как на примере:
Имя - Faberant Cube
Ширина - 200 мм
Глубина - 200 мм
Высота - 245 мм
Диаметр сопла - 0.5 мм
Подогреваемый стол - Есть
- жмем Finish (Закончить установку)
После установки Cura можно подключить USB кабель 3D-принтера Faberant Cube к компьютеру.
После этого можно подать питание на принтер, нажав кнопку включения на задней стенке.
При этом, электроника принтера будет распознана и для нее автоматически установятся драйвера.
1. Открываем заранее подготовленную в 3D-редакторе или скачанную с www.thingiverse.com 3D-модель в формате STL.
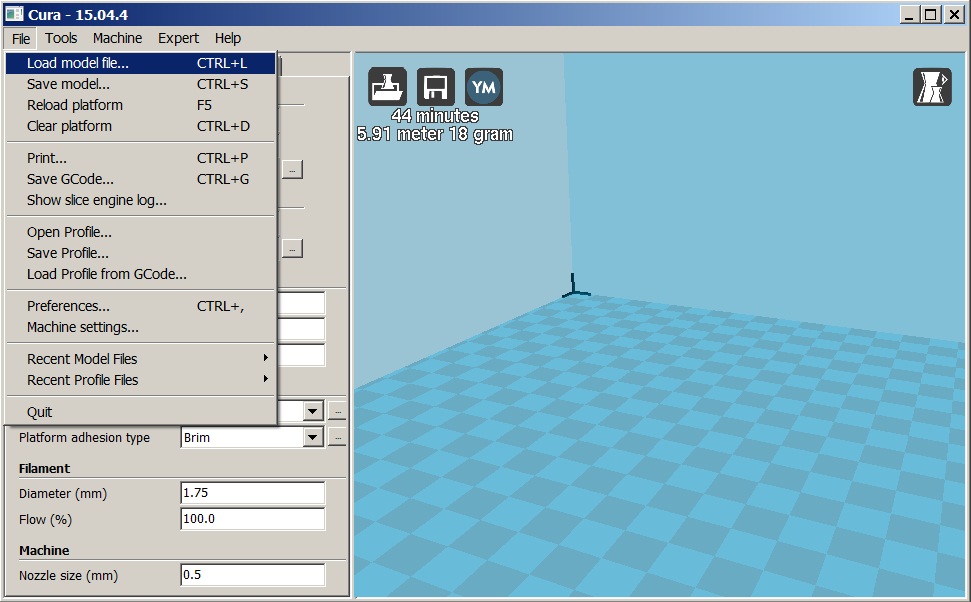
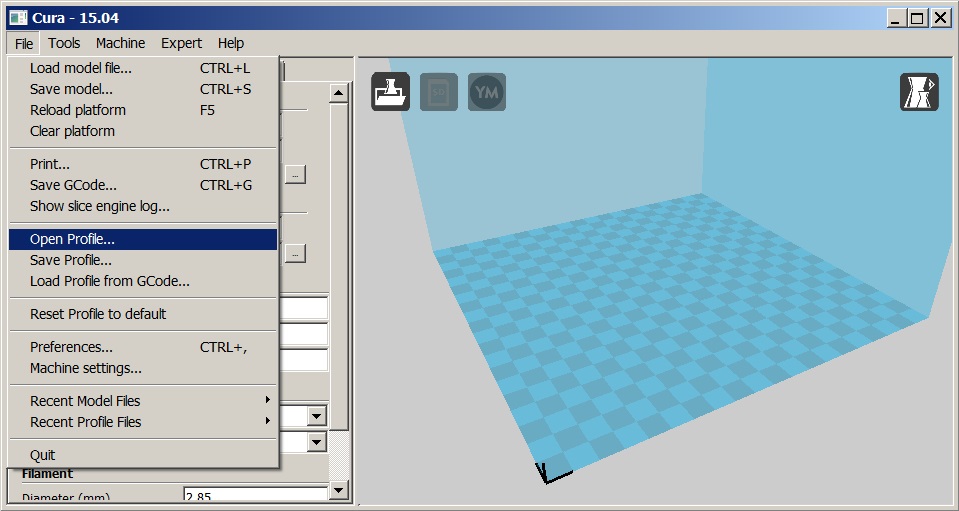
2. Открываем подходящий профиль для печати
*Cura->File->Open Profile
Настройки слайсинга (профили печати) в программе «Cura» для 3D-принтера Faberant Cube
 Скачать все профили печати
Скачать все профили печати
*Температура сопла и стола устанавливается для конкретного вида пластика заранее в программе управления «Repetier-Host»
*Качество печати на высоких скоростях зависит от свойств конкретного вида пластика
*Скорость печати можно увеличить до 3х раз непосредственно из «Repetier-Host» в реальном времени
* Толщина стенки в «Cura» (Shell thickness) должна быть кратна диаметру сопла. То есть для сопла диаметром 0.5 мм толщина стенки выставляется 1 мм или 1.5 мм и т.д. (0.5 мм для печати в режиме "Ваза"). Для сопла диаметром 0.3 мм толщина стенки выставляется 0.6 мм или 0.9 мм и т.д. (0.3 мм для печати в режиме "Ваза")
| Профиль печати | Высота слоя, мм | |
| Для начинающих - cопло 0.5 мм Скорость печати (Print Speed) устанавливается вручную, в зависимости от размеров детали. Минимум – 20 мм/сек для мелких деталей и до 130 мм/сек для крупных.* |
Среднее качество | 0.3 |
| Хорошее качество | 0.2 | |
| Для опытных - cопло 0.5 мм Скорость печати (Print Speed) устанавливается вручную, в зависимости от размеров детали. Минимум – 20 мм/сек для мелких деталей и до 100 мм/сек для крупных.* |
Высокое качество | 0.16 |
| Очень высокое качество | 0.1 | |
| Для продвинутых - cопло 0.3 мм Скорость печати (Print Speed) устанавливается вручную, в зависимости от размеров детали. Минимум – 15 мм/сек для мелких деталей и до 60 мм/сек для крупных.* |
Хорошее качество | 0.2 |
| Высокое качество | 0.16 | |
| Очень высокое качество | 0.1 | |
| Супер качество | 0.06 | |
| Предельно высокое качество | 0.04 | |
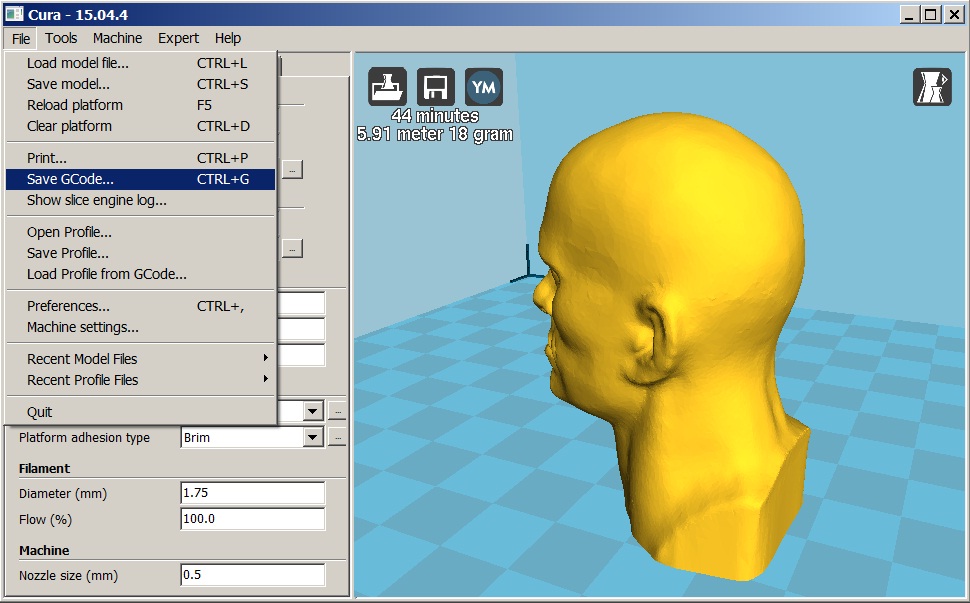
3. Ждем окончания расчета кода программой и сохраняем файл в формате Gcode для дальнейшей печати в программе управления «Repetier-Host»
(После установки Cura устанавливается программа управления 3D-принтером «Repetier-Host»)
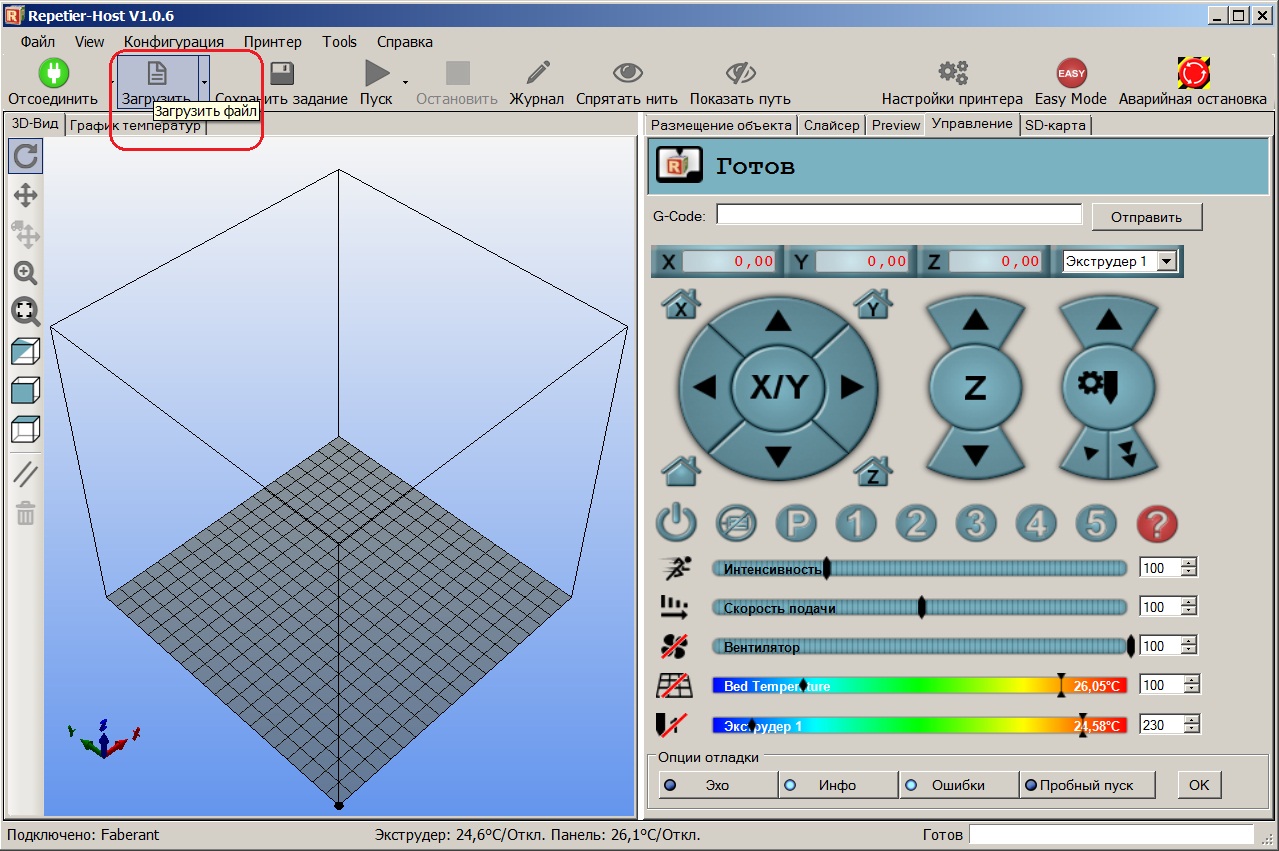
После установки программы «Repetier-Host» необходимо вставить SD-карту, прилагаемую в комплекте к 3D-принтеру, в компьютер и запустить файл «Настройки для Repetier-Host.reg».
Далее в меню программы «Repetier-Host» нужно переключить конопку "Easy Mode" в красное состояние для активации всех возможностей программы.
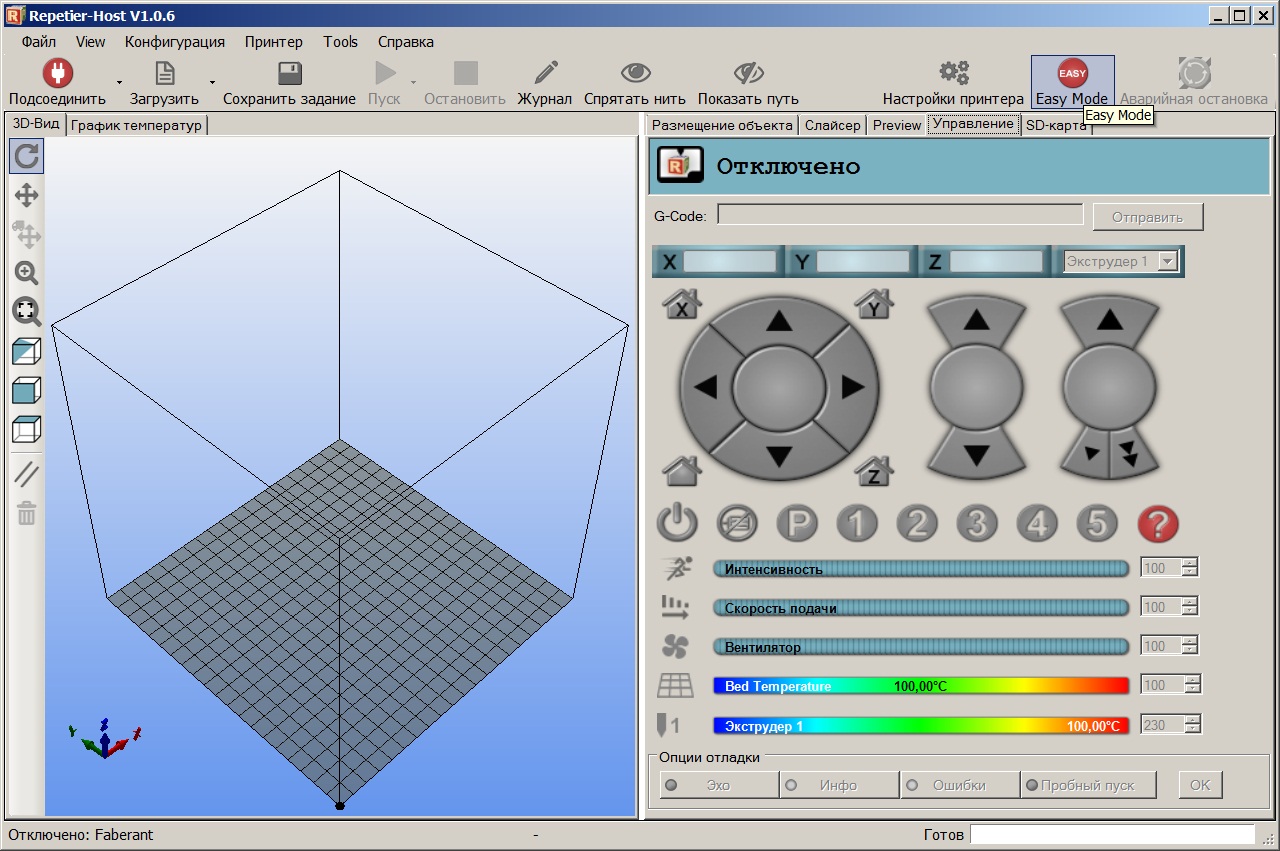
В "Настройках принтера" нужно выбрать принтер "Faberant Cube" из выпадающего списка сверху и последний в списке Com-порт.
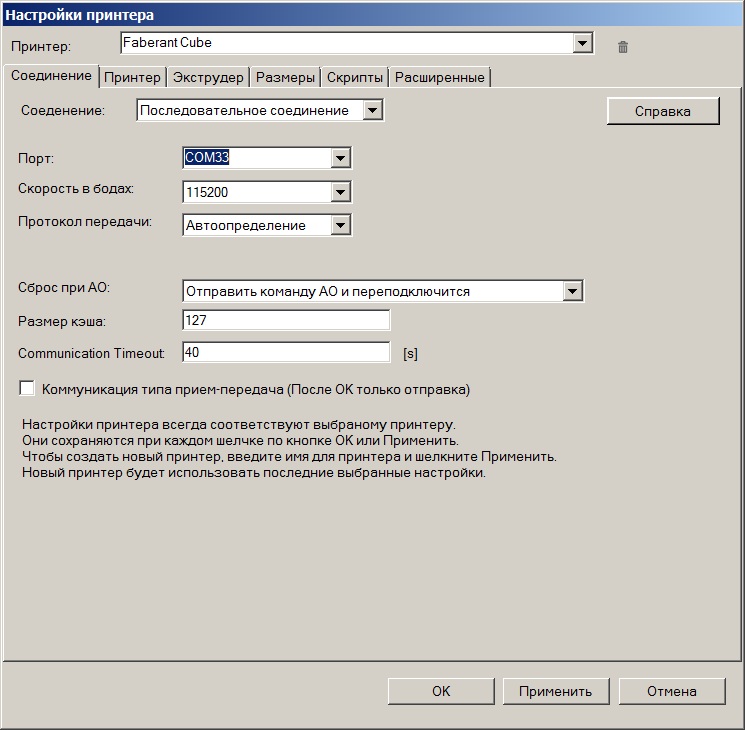
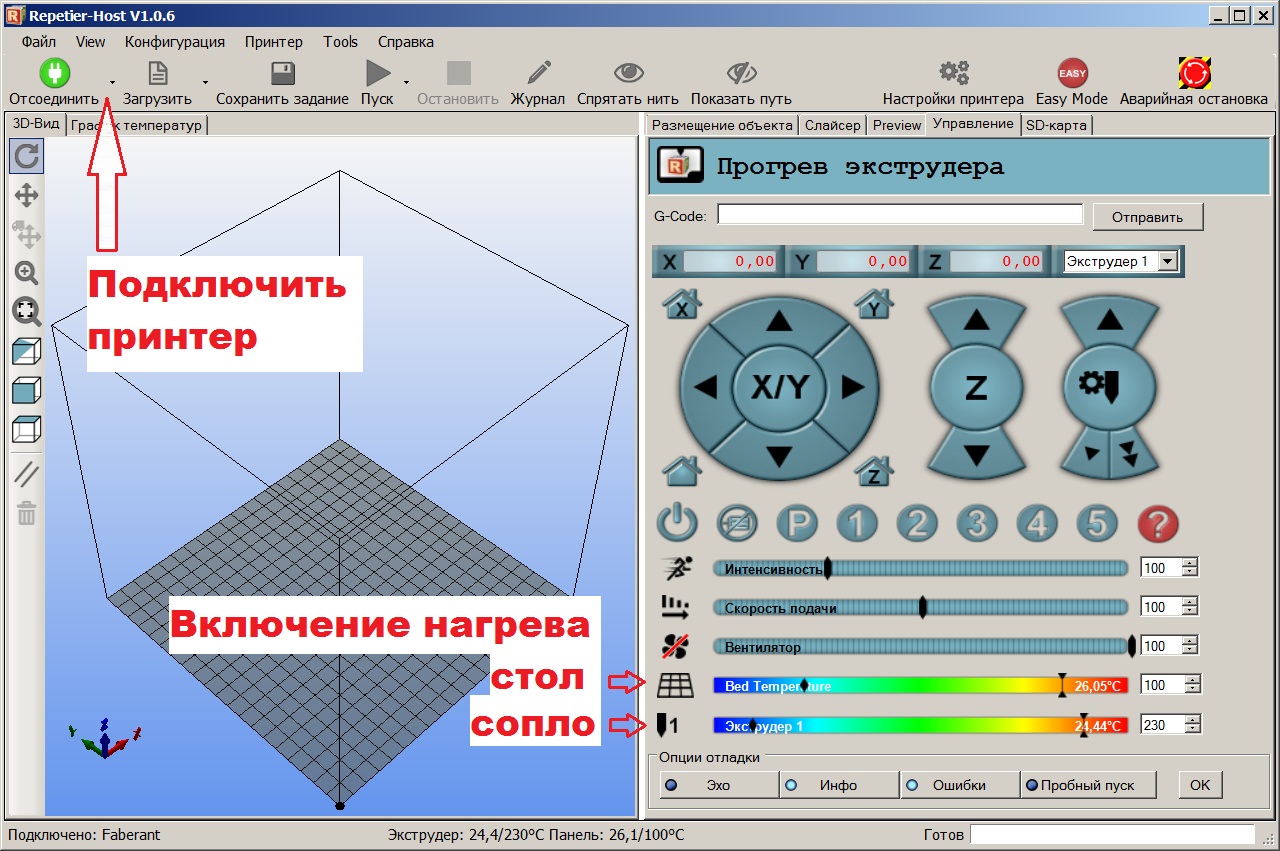
Далее нажать кнопку "Подсоединить" (кабель USB должен уже быть подключен к принтеру).
Если принтер подключен корректно, то внизу окна программы появятся данные о температуре стола и сопла.
После этого можно подать питание на принтер переключив кнопку питания сзади на корпусе принтера в верхнее положение.
Далее можно включить нагрев стола и сопла.
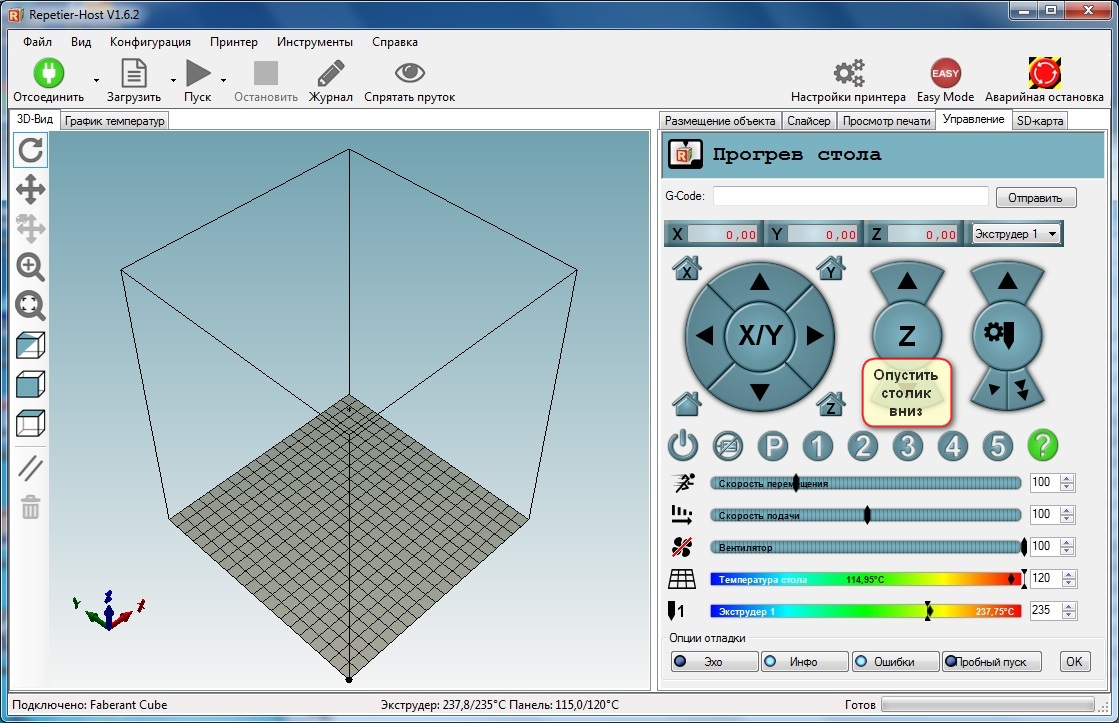
Убедитесь, что между нагревательным столом и соплом есть зазор не менее 1 мм. Если стол поднят выше, то опустите его на 1 мм вниз командой из программы управления «Repetier-Host».
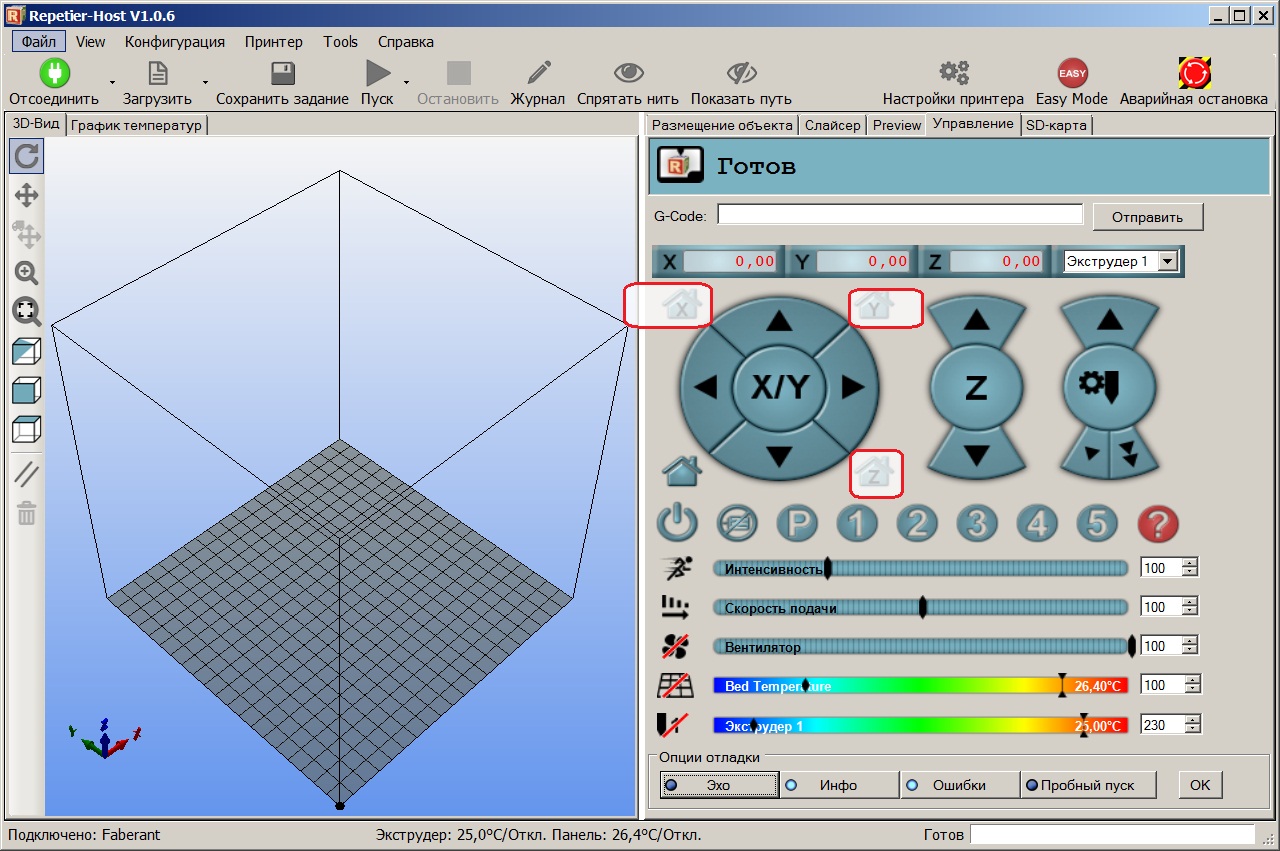
Проверьте, что все 3 концевых датчика работают. Отправляйте команды Home X, Home Y, Home Z по очереди. При нажатии на концевой датчик принтер должен остановиться и совершить возвратно-поступательное движение на одном месте. Если это так, то можно продолжать работу.
Нагрейте рабочий стол и сопло 3D-принтера из программы управления «Repetier-Host».
Для АБС пластиков - стол 100-120°C, сопло - 230-245°C (см. на упаковке с пластиком)
Для PLA пластиков - стол 25-60°C, сопло - 190-235°C (см. на упаковке с пластиком)
Откалибруйте печатную платформу (на прогретом до рабочей температуры принтере) по трем точкам треугольника, начиная с вершины и далее против часовой стрелки еще 2 точки.
Все точки находятся над тремя винтами с пружинами, крепящими верхнюю часть столика с нижней
*При всех горизонтальных перемещениях сопла оно должно быть выше стола не менее, чем на 1 мм.
Для запуска калибровки в программе «Repetier-Host» необходимо подключиться к принтеру, нагреть сопло и стол до рабочей температуры, после чего нажать на круглую кнопку под номером 1
Это запустит последовательность автоматических команд и принтер отправит сопло в первую точку над столиком, где опустится и задержится в минимальной позиции на несколько секунд.
В это время пользователь должен, подложив заранее лист бумаги размера А4, подкручивать в нужную сторону соответствующую ручку под столиком.
Необходимо добиться того, чтобы лист бумаги, зажатый между стеклом столика и соплом немного придавливался, но при этом мог быть извлечен без разрывов.
Если лист бумаги будет зажат или проходить свободно - подкручивайте соответствующую ручку.
Через несколько секунд после остановки принтер продолжит перемещения до следующих точек, где также необходимо скорректировать зазор между соплом и столом.
Для запуска процедуры извлечения пластика в программе «Repetier-Host» необходимо подключиться к принтеру, нагреть сопло до рабочей температуры, после чего нажать на круглую кнопку под номером 3
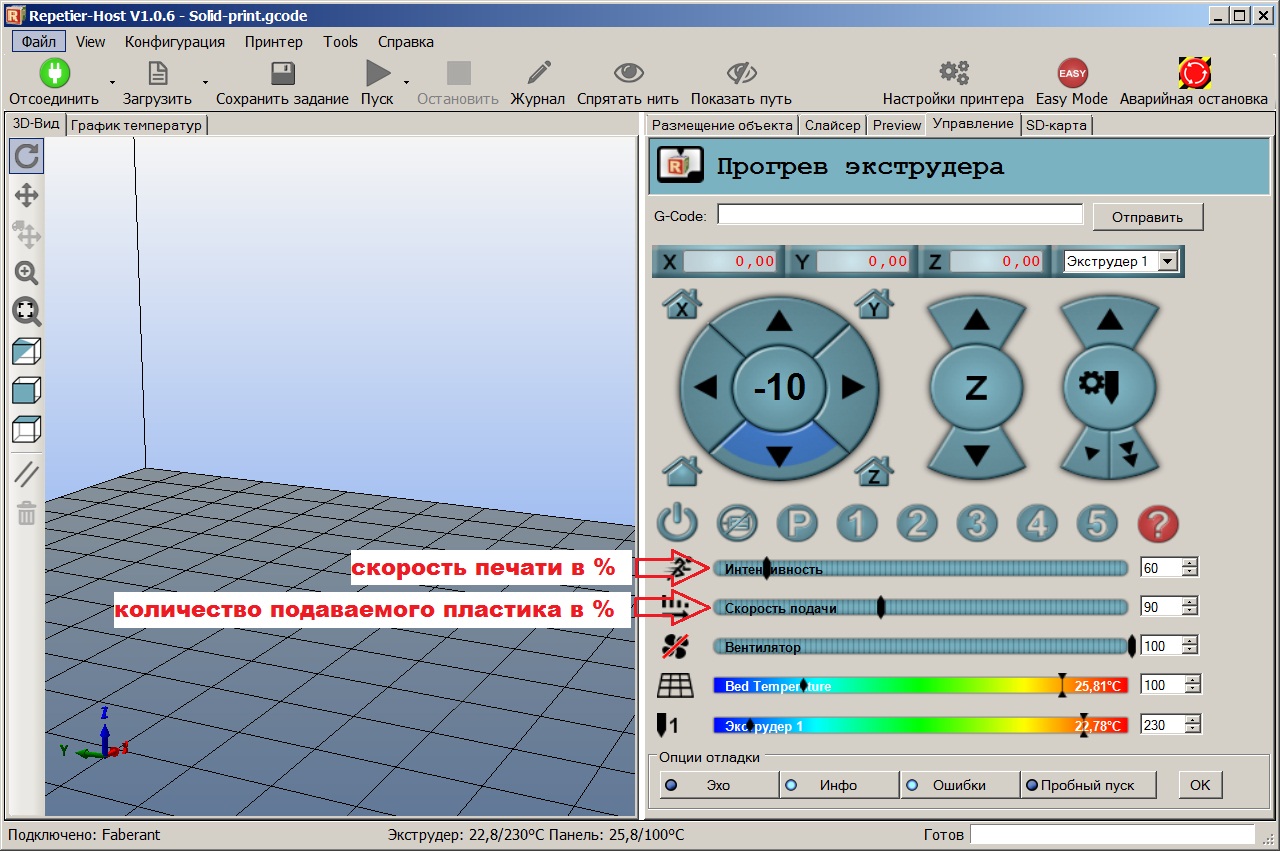
Загружайте в программу управления «Repetier-Host» ранее подготовленный в программе "Cura" файл для печати в формате Gcode и запускайте печать.
В ходе печати возможно менять скорость печати от 25% до 300% от значений, указанных в Gcode.
Также возможно менять количество подаваемого пластика от 50% до 150% (по умолчанию 100%)
Будьте осторожны с увеличением этих параметров, т.к. значительное превышение от 100% может повредить принтер.
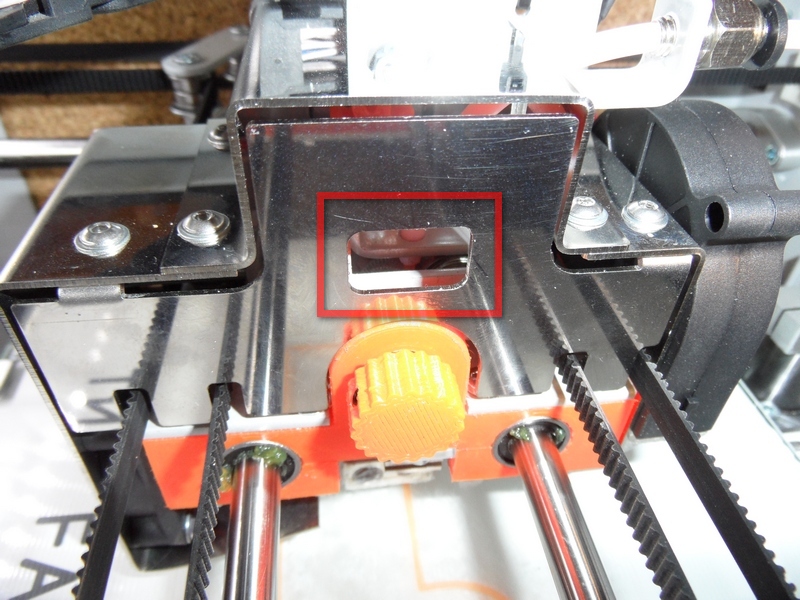
Перед началом процедуры выполните извлечение пластика. При этом экструдер автоматически встанет в удобное положение для очистки.
Далее потребуется тонкая игла из комплекта 3D-принтера.
С правой стороны экструдера есть окно, куда можно провести иглу и достать ей до подающей шестерни.
Кончиком иглы необходимо прочистить пространство между зубцами, удалив весь лишний пластик.
После процедуры очистки можно выполнить загрузку пластика и начать печать.
* Будьте аккуратны с белыми проводами на нагревателе - они тонкие!
1. опустить столик по оси Z вниз на 15 см
2. нагреть экструдер до 235-240С
3. провести процедуру извлечения пластика из экструдера
4. отключить провод нагрева экструдера
5. силиконовой прокладкой/перчатками ослабить нагревательный блок вместе с соплом на термобарьере (на нагретом экструдере)
6. открутить тонким шестигранным ключом потайной винт справа снизу в радиаторе и освободить термобарьер вниз
7. вытащить термобарьер вместе с нагревательным блоком и соплом вниз
8. удерживая нагревательный блок, открутить ключом на 10 сопло с блока
9. при необходимости, удалить остатки пластика со всех деталей, пока они горячие
10. установка сопла и сборка выполняется в обратной последовательности на нагретом до 240С нагревателе
Снятие передней дверки
Установка передней дверки
Снятие верхней дверки
Установка верхней дверки
1) не оставляйте работающий принтер без присмотра.
2) не касайтесь руками нагревательного элемента, сопла, стола т.к. они нагреваются до высокой температуры.
3) при необходимости обслуживания нагреваемых частей принтера, используйте термостойкие перчатки
4) не трогайте получаемую деталь руками во время печати.
5) выключайте 3D-принтер из сети 220В после окончания работ.
6) не поднимайте, не перемещайте, не кладите на бок включенный в сеть 3D-принтер.
7) при печати пластиками отличными от ПЛА, проветривайте помещение.
8) ничем не накрывайте работающий принтер, это может привести к перегреву электроники.