Faberant - снят с производства
 |
 |
| Это первая модель 3D-принтеров Faberant. Производилась с 2015 по 2017 гг. Снята с производства. |
Новая модель. 3D-принтер Faberant Cube. Производится с 2018 г. Смотреть подробнее >>> |
 |
 |
- Программа слайсинга «Cura»
- Профили печати для слайсинга
- Программа печати и управления 3D-принтером «Repetier-Host»
- Подготовка к работе с 3D-принтером
- Калибровка печатной платформы
- Заправка, замена пластика
- Калибровка пластика
- Запуск 3D-печати
Обслуживание принтера
Программное обеспечение
Перед первым подключением 3D-принтера Faberant к компьютеру, необходимо установить программу слайсинга «Cura», в которой также есть драйвера для электроники 3D-принтера.
скачайте здесь:
Установка программы «Cura»
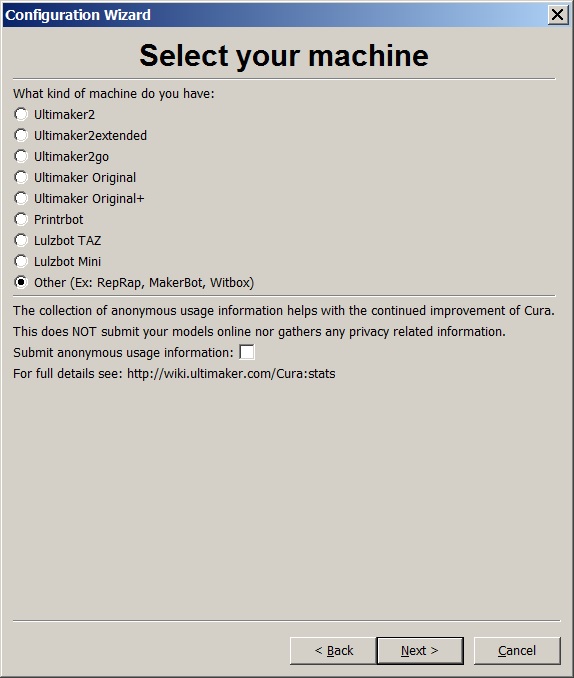
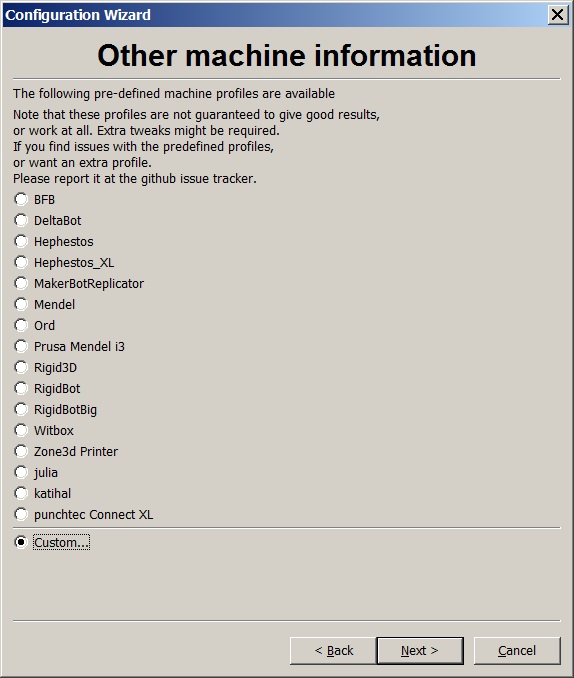
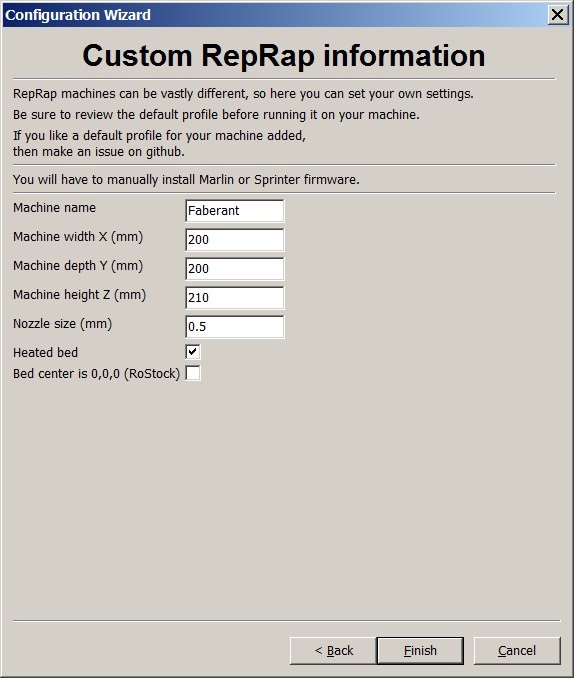
После установки Cura можно подключить USB кабель 3D-принтера Faberant к компьютеру. При этом, электроника принтера будет распознана и для нее автоматически установятся драйвера.
После этого можно подать питание на принтер, нажав кнопку включения на задней стенке.
Работа в программе слайсинга «Cura»
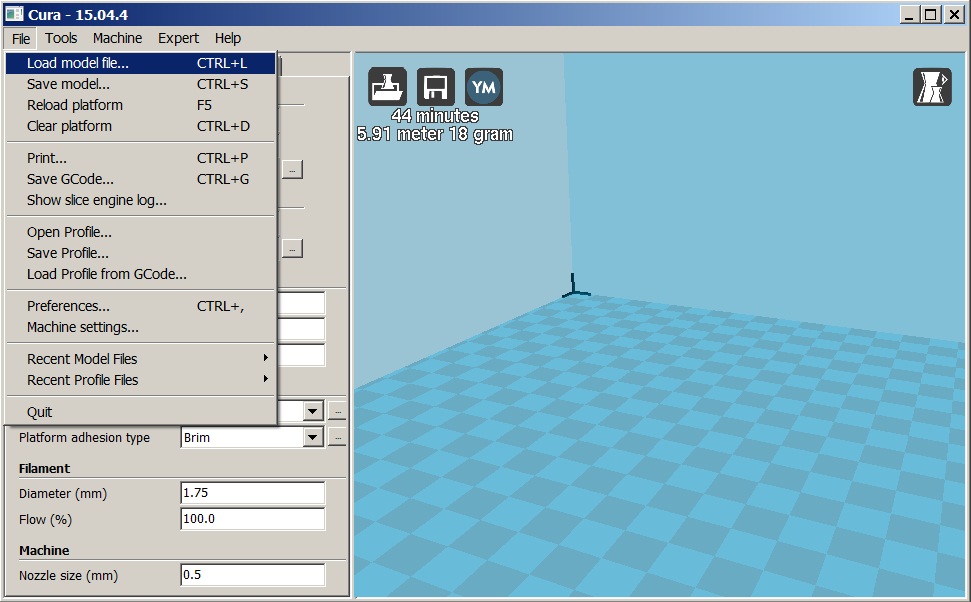
1. Открываем заранее подготовленную в 3D-редакторе или скачанную с www.thingiverse.com 3D-модель в формате STL.
2. Открываем подходящий профиль для печати
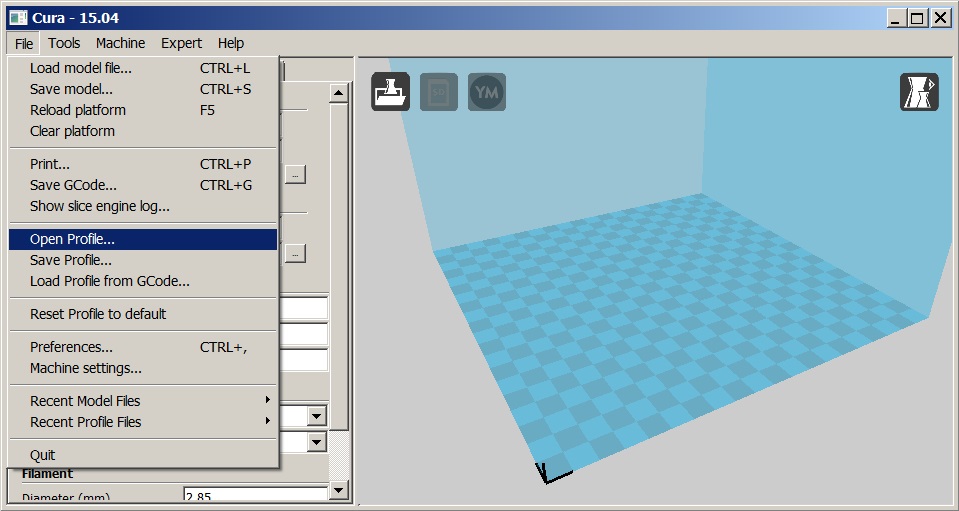
Настройки слайсинга (профили печати) в программе «Cura» для 3D-принтера Faberant
*Cura->File->Open Profile
 Скачать все профили печати
Скачать все профили печати| Профиль печати | Высота слоя, мм | |
| Для начинающих - cопло 0.5 мм Скорость печати (Print Speed) устанавливается вручную, в зависимости от размеров детали. Минимум – 20 мм/сек для мелких деталей и до 130 мм/сек для крупных.* |
Среднее качество | 0.3 |
| Хорошее качество | 0.2 | |
| Для опытных - cопло 0.5 мм Скорость печати (Print Speed) устанавливается вручную, в зависимости от размеров детали. Минимум – 20 мм/сек для мелких деталей и до 100 мм/сек для крупных.* |
Высокое качество | 0.16 |
| Очень высокое качество | 0.1 | |
| Для продвинутых - cопло 0.3 мм Скорость печати (Print Speed) устанавливается вручную, в зависимости от размеров детали. Минимум – 15 мм/сек для мелких деталей и до 60 мм/сек для крупных.* |
Хорошее качество | 0.2 |
| Высокое качество | 0.16 | |
| Очень высокое качество | 0.1 | |
| Супер качество | 0.06 | |
| Предельно высокое качество | 0.04 | |
*Температура сопла и стола устанавливается для конкретного вида пластика заранее в программе управления «Repetier-Host»
*Качество печати на высоких скоростях зависит от свойств конкретного вида пластика
*Скорость печати можно увеличить до 3х раз непосредственно из «Repetier-Host» в реальном времени
* Толщина стенки в «Cura» (Shell thickness) должна быть кратна диаметру сопла. То есть для сопла диаметром 0.5 мм толщина стенки выставляется 1 мм или 1.5 мм и т.д. (0.5 мм для печати в режиме "Ваза"). Для сопла диаметром 0.3 мм толщина стенки выставляется 0.6 мм или 0.9 мм и т.д. (0.3 мм для печати в режиме "Ваза")
3. Ждем окончания расчета кода программой и сохраняем файл в формате Gcode для дальнейшей печати в программе управления «Repetier-Host»
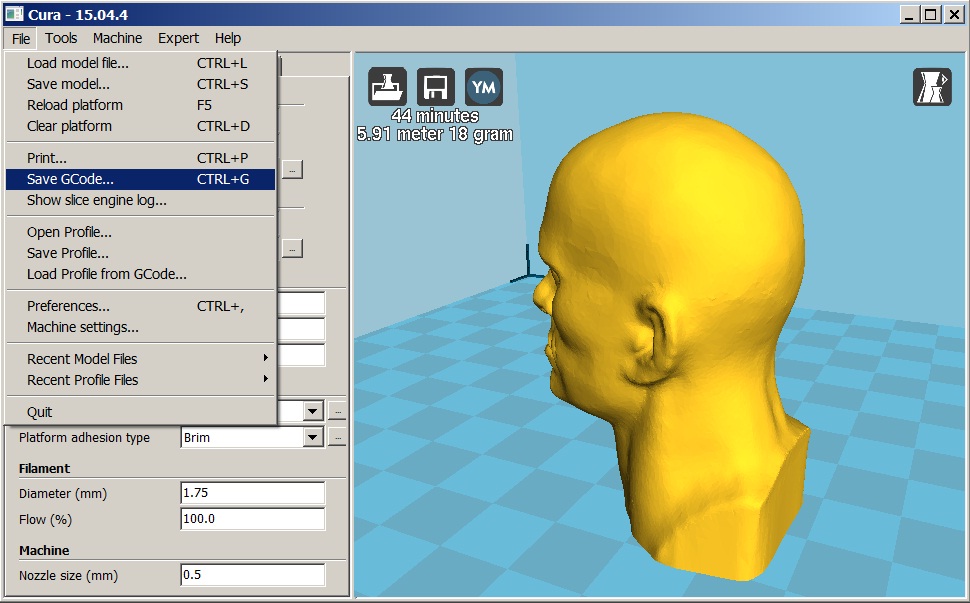
(После установки Cura устанавливается программа управления 3D-принтером «Repetier-Host»)
Программа печати и управления 3D-принтером Faberant «Repetier-Host»
скачайте здесь: ![]() Repetier-Host (Win),
Repetier-Host (Win), ![]() Repetier-Host (MacOS X),
Repetier-Host (MacOS X), ![]() Repetier-Host (Linux)
Repetier-Host (Linux)
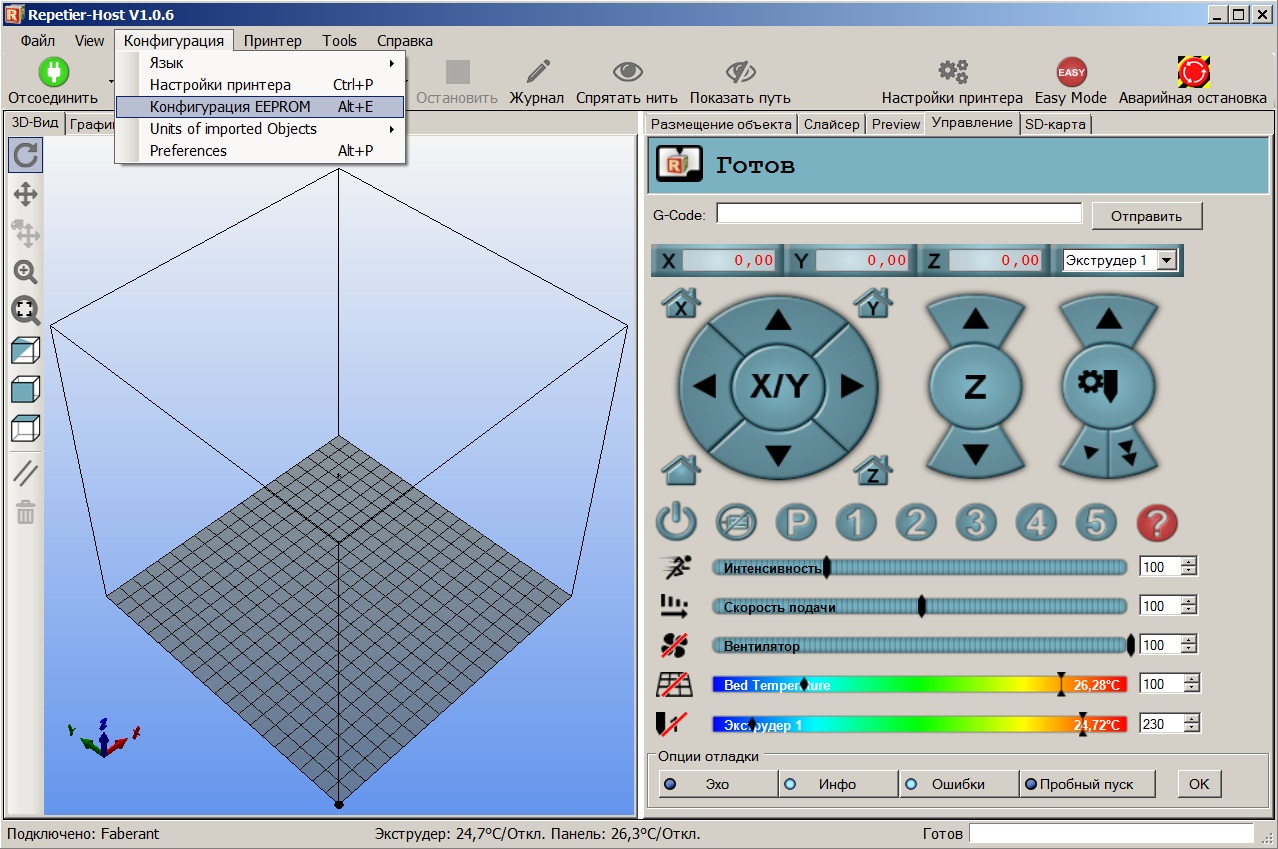
В меню нужно переключить конопку "Easy Mode" в красное состояние для активации всех возможностей программы.
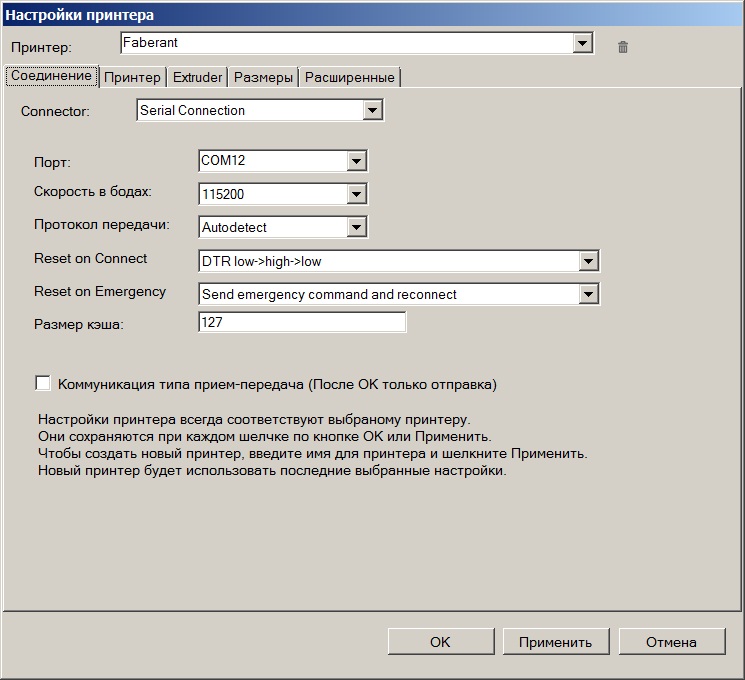
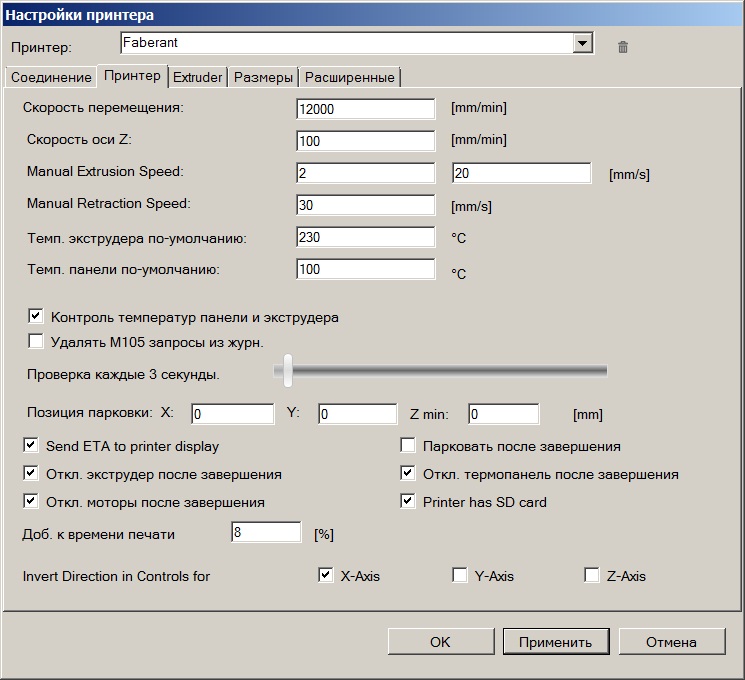
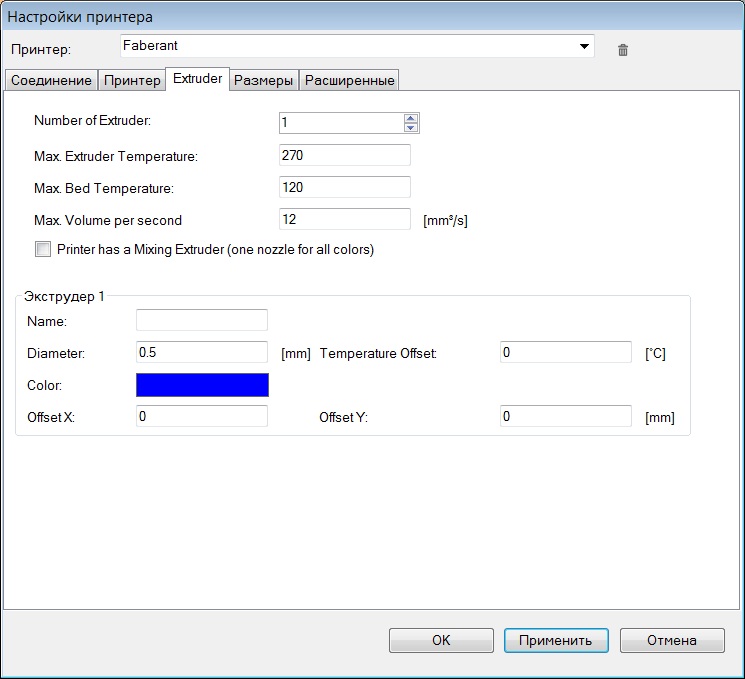
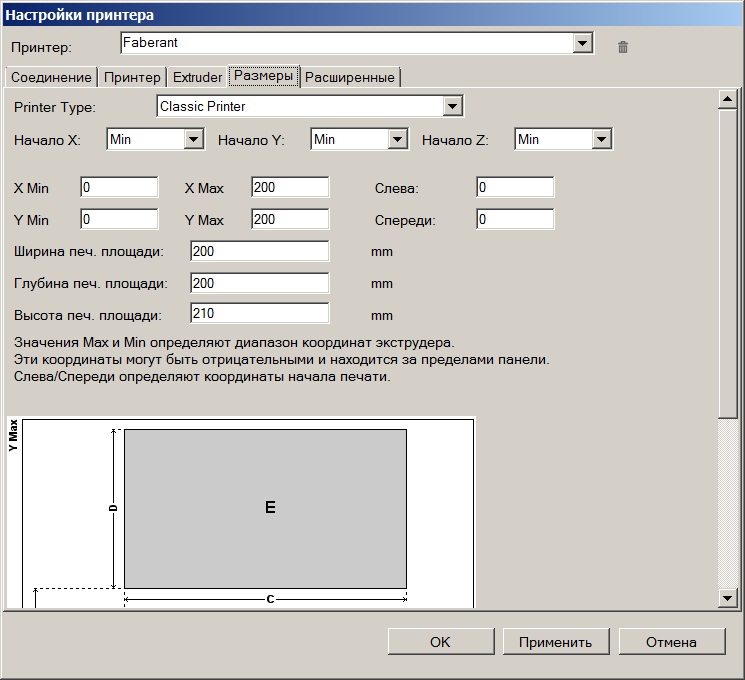
В "Настройках принтера" нужно выбрать скорость порта 115200, скорректировать остальные значения, как показано ниже.
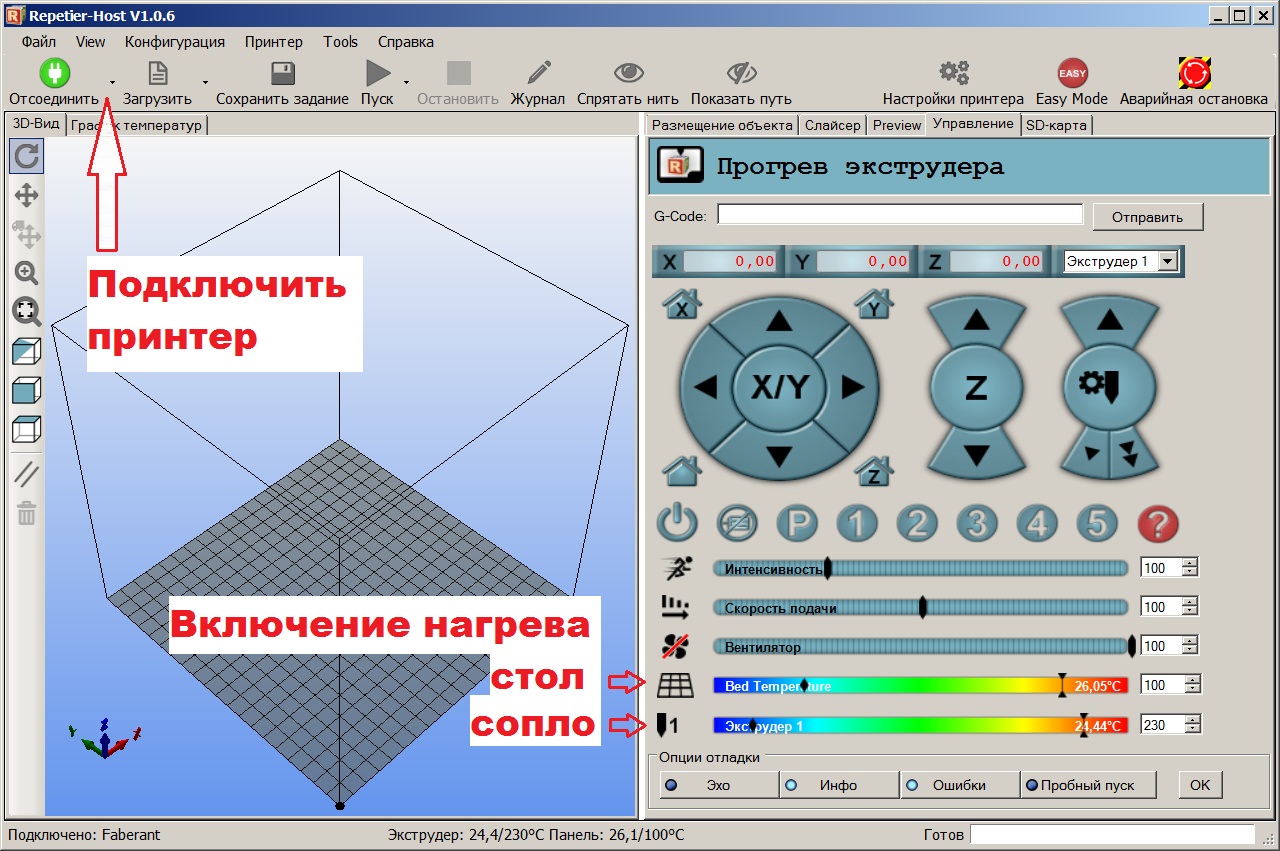
Далее нажать кнопку "Подсоединить" (кабель USB должен уже быть подключен).
Если принтер подключен корректно, то внизу окна программы появятся данные о темперетуре стола и сопла.
После этого можно подать питание на принтер переключив кнопку питания сзади на раме принтера в верхнее положение.
Далее можно включить нагрев стола и сопла.
Переключение конопки "Easy Mode"
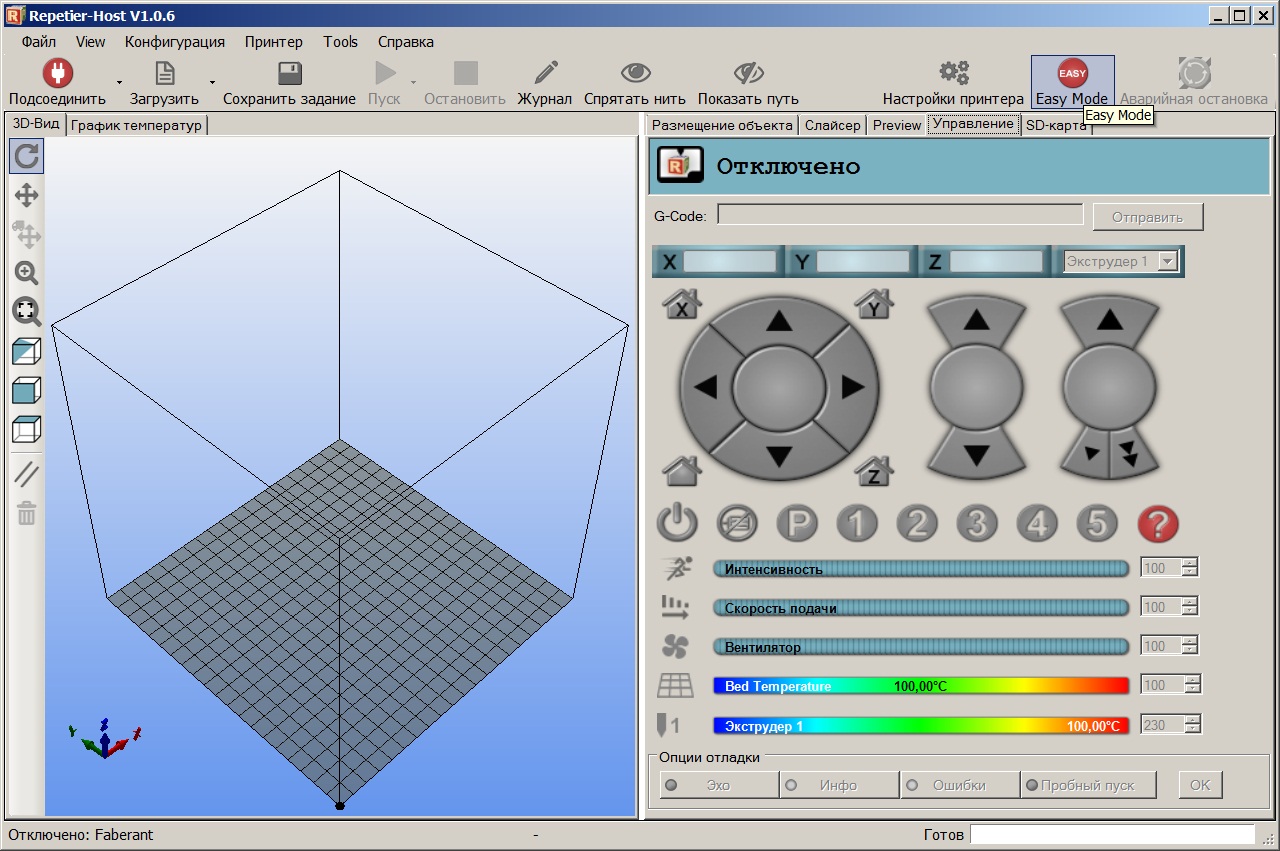
"Настройки принтера"
Кнопка "Подсоединить" для подключения принтера и включение нагрева стола и сопла.
Подготовка к работе с 3D-принтером Faberant
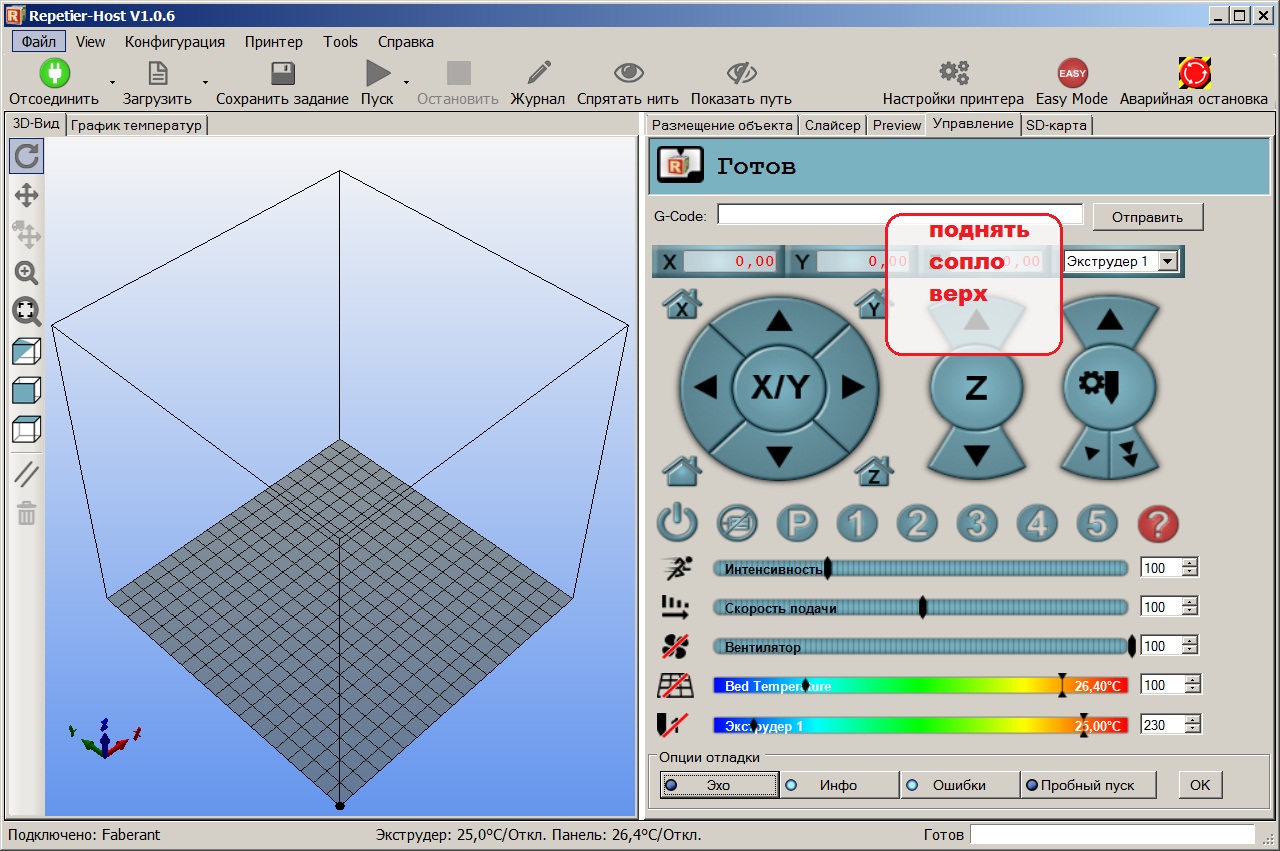
Убедитесь, что между нагревательным столом и соплом есть зазор не менее 1 мм. Если сопло опущено ниже, то поднимите его на 1 мм вверх командой из программы управления «Repetier-Host».
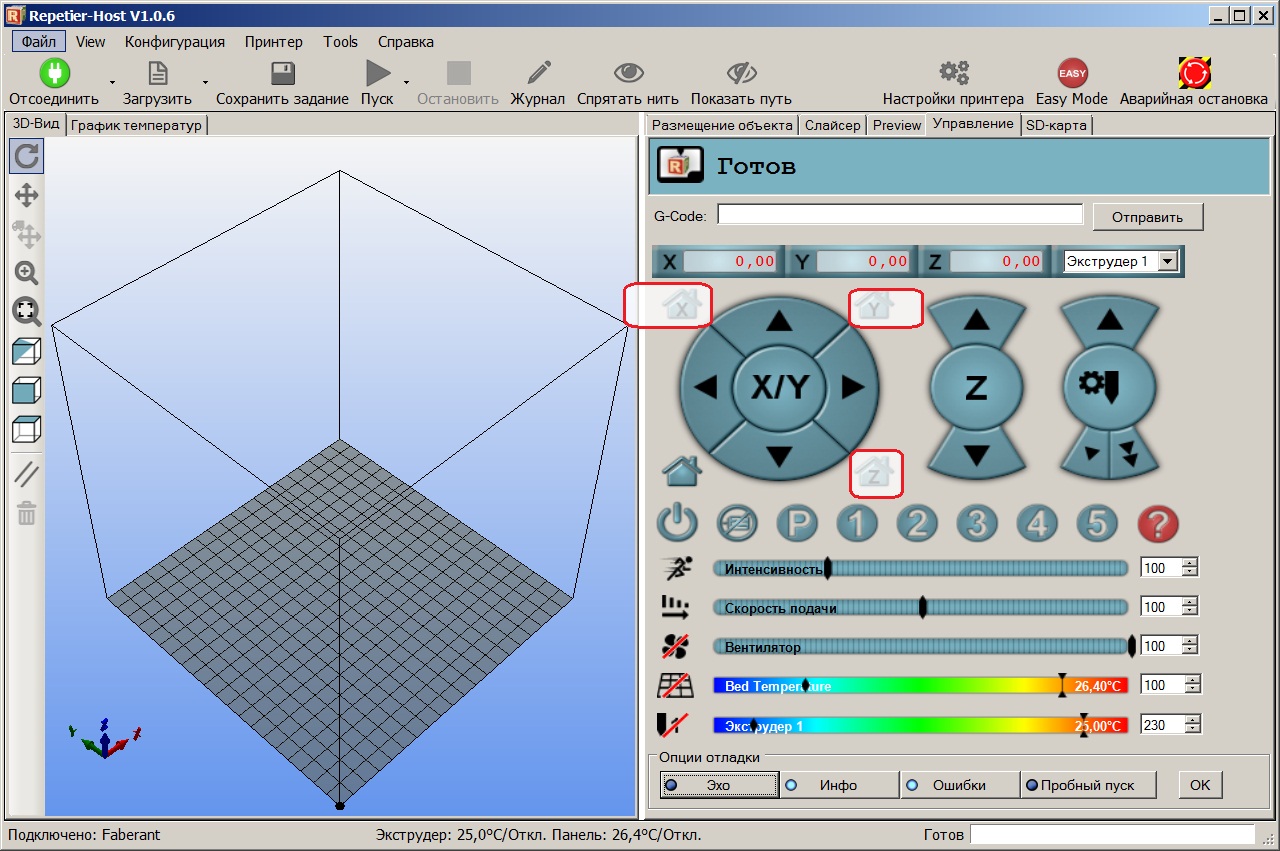
Проверьте, что все 3 концевых датчика работают. Отправляйте команды Home X, Home Y, Home Z по очереди. При нажатии на концевой датчик принтер должен остановиться и совершить возвратно-поступательное движение на одном месте. Если это так, то можно продолжать работу.
Нагрейте рабочий стол и сопло 3D-принтера из программы управления «Repetier-Host».
Для АБС пластиков - стол 100-115°C, сопло - 230-245°C (см. на упаковке с пластиком)
Для PLA пластиков - стол 25-70°C, сопло - 190-220°C (см. на упаковке с пластиком)
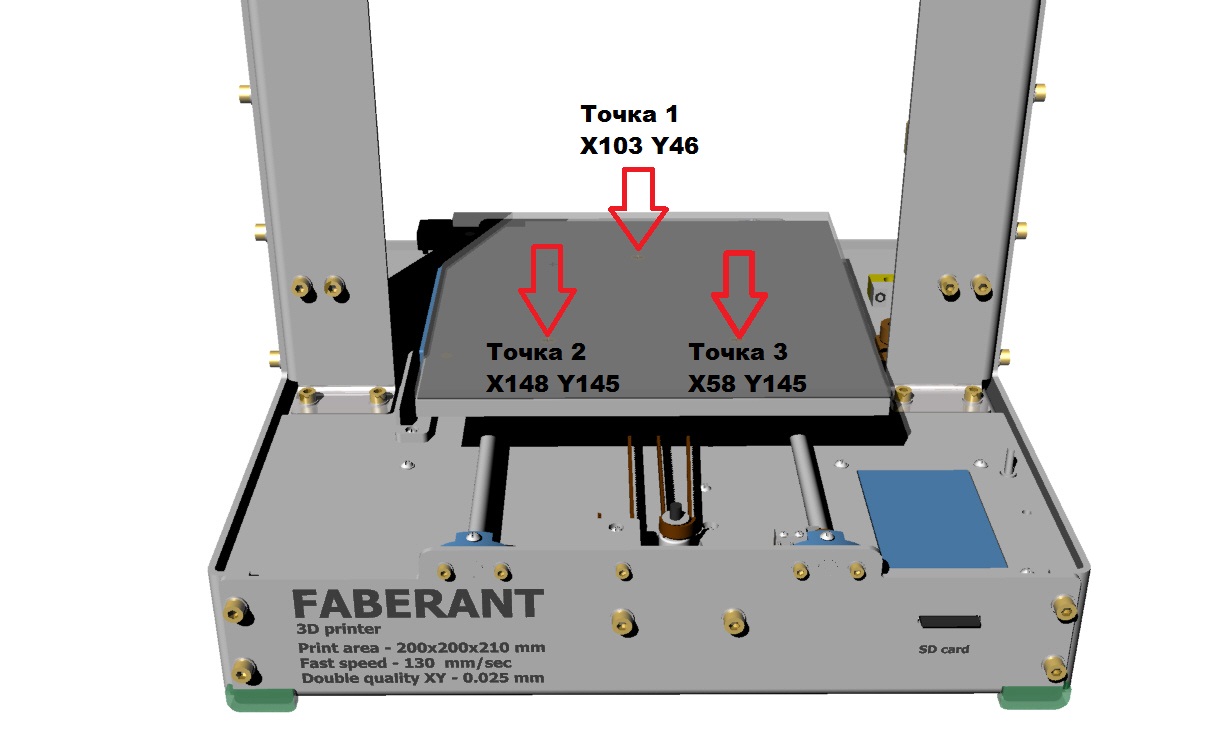
Откалибруйте печатную платформу (на прогретом до рабочей температуры принтере) по трем точкам треугольника, начиная с вершины и далее против часовой стрелки еще 2 точки.
Точка 1. - координаты X103 Y46
Точка 2. - координаты X148 Y145
Точка 3. - координаты X58 Y145
Все точки находятся над тремя винтами, крепящими верхнюю часть столика с нижней
*При всех горизонтальных перемещениях сопла оно должно быть поднято над столом не менее, чем на 1 мм.
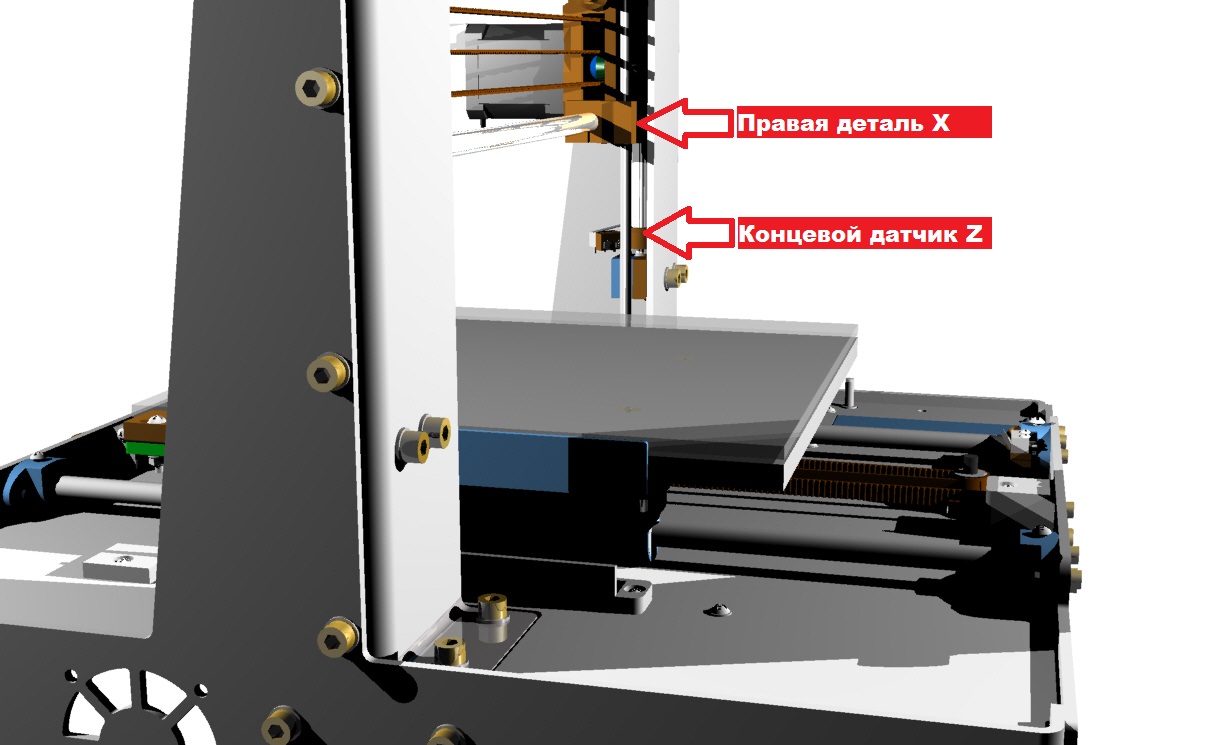
Для калибровки в каждой точке необходимо опускать сопло принтера командами управления (Home Z) из программы «Repetier-Host» в заданные координаты так, чтобы сопло коснулось стекла стола (на прогретом до рабочей температуры сопле и столе) .
При выполнении команды (Home Z) экструдер будет опускаться вниз, пока правая деталь оси X не коснется концевого датчика Z. При нажатии на концевой датчик Z принтер должен остановиться и совершить возвратно-поступательное движение вверх-вниз с остановкой сопла точно у стекла столика.
Необходимо добиться того, чтобы во всех трех точках лист бумаги, зажатый между стеклом столика и соплом немного придавливался, но при этом мог быть извлечен без разрывов. Если лист бумаги будет зажат или проходить свободно - продолжайте калибровку в данной точке.
Калибровка в Точке 1:
Подводим сопло в нужные координаты.
Подкладываем лист бумаги между столом и соплом.
Отправляем команду на опускание сопла (Home Z).
Проверяем, как зажался лист.
Если нужное расстояние не достигнуто, то перемещаем с легким закручиванием концевой датчик Z вверх или вниз, в зависимости от ситуации. При поднятии концевого датчика Z вверх расстояние между столом и соплом увеличится, при опускании - уменьшится на заметную величину. Для более тонкой настройки зазора можно вращать концевой датчик Z на оси. Тогда при вращении влево зазор будет немного уменьшаться, а при вращении вправо на оси - увеличиваться.
Будьте внимательны при опускании концевого датчика Z вниз. Если опустить его слишком сильно, и отправить команду (Home Z), то сопло упрется в стол и продолжит опускаться вниз, пока не сработает концевой датчик Z.
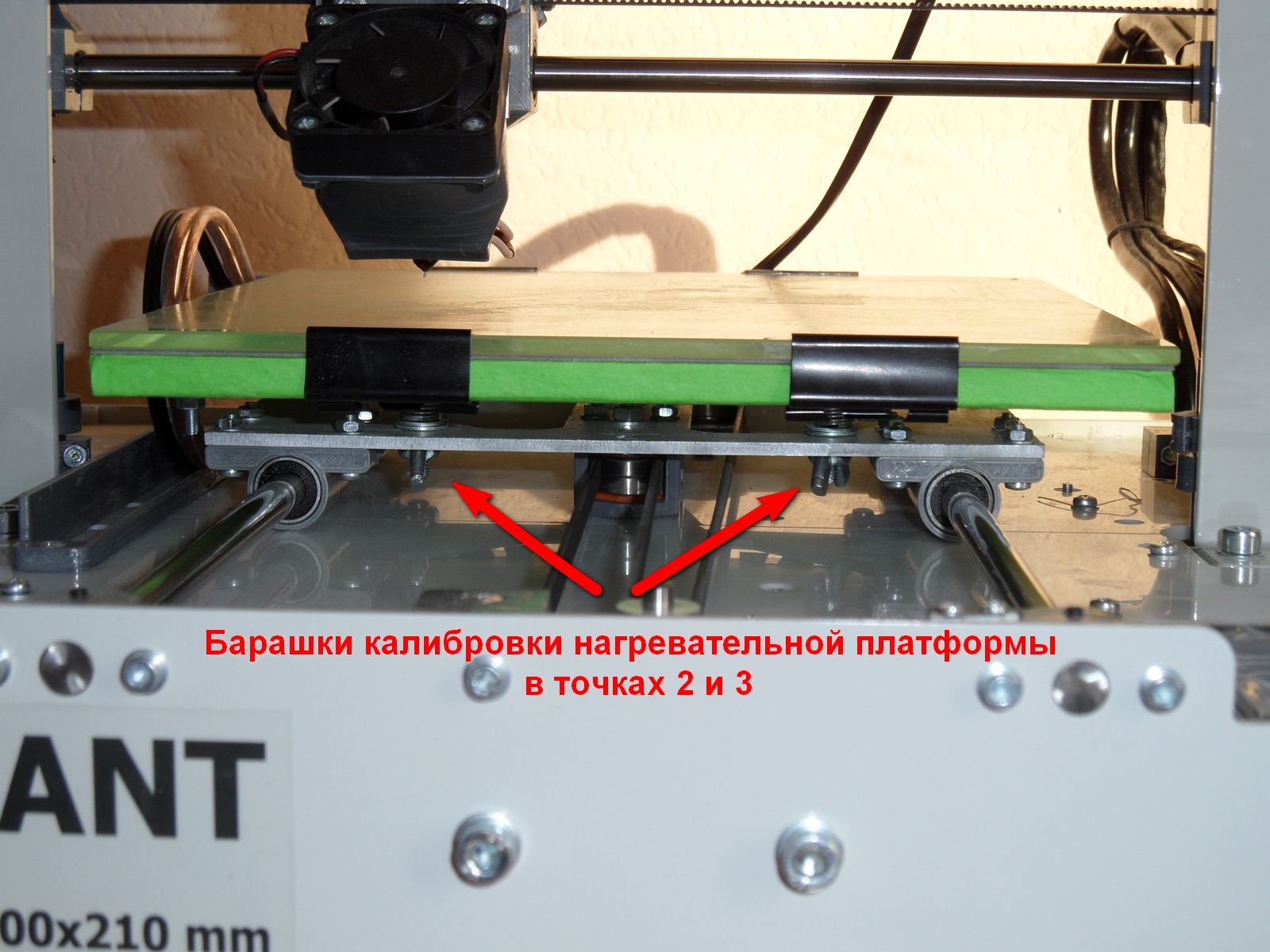
Калибровка в Точке 2 и 3:
Подводим сопло в нужные координаты.
Подкладываем лист бумаги между столом и соплом.
Отправляем команду на опускание сопла (Home Z).
Проверяем, как зажался лист.
Если нужное расстояние не достигнуто, то вращаем соответствующий барашек внизу под столиком.
(При вращении барашка по часовой стрелке, если смотреть сверху, столик будет подниматься и прижиматься к соплу. На 1 оборот придется 0.7 мм подъема).
В точке 2 и 3 калибровка аналогична.
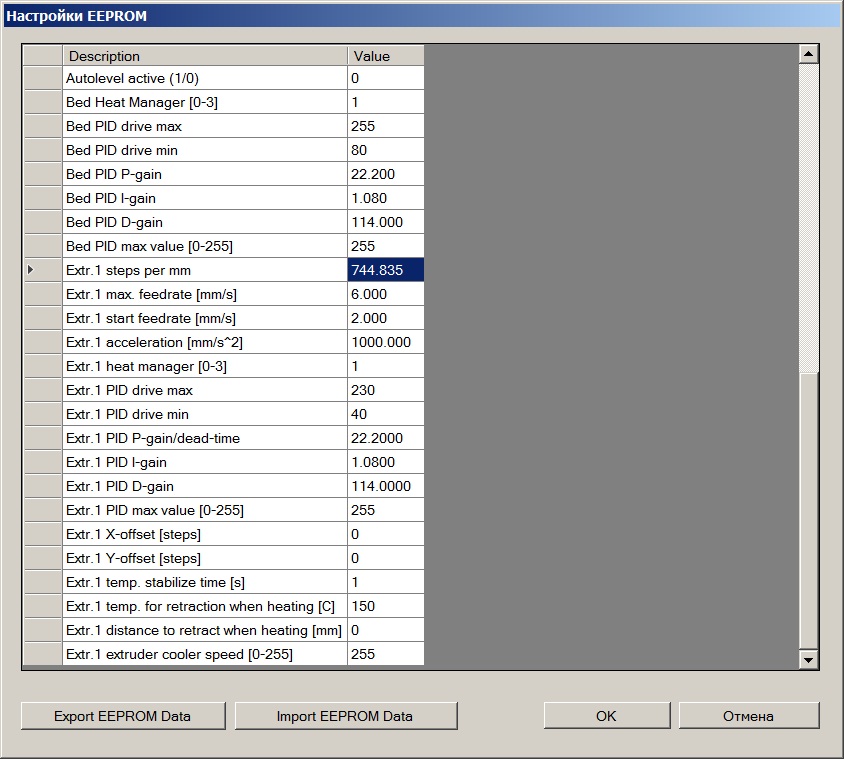
Откалибруйте новую катушку пластика, если еще этого не сделали. Внесите новый коэффициент экструзии в инженерное меню (EEPROM) в раздел "Extr. 1 steps per mm". Обязательно ставьте точку, а не запятую для отделения разрядов числа. В противном случае, принтер не будет реагировать на команды управления.
 Статья о том, как откалибровать пластик >>>
Статья о том, как откалибровать пластик >>>
После внесения нового значения в EEPROM cделайте перезагрузку электроники путем нажатия на "Аварийную остановку".
(при этом нагрев стола и сопла отключится, его нужно снова включить.)
Дождитесь появления данных о температуре и включите нагрев повторно для последующей печати, если нужно.
Принтер готов к работе после достижения заданных температур.
*Некоторые пластики после калибровки продолжают печатать слишком жирно. В этом случае, уменьшайте вручную подачу пластика при печати тестовой детали из «Repetier-Host» (см. ниже), пока результат печати не станет хорошим. Далее коэффициент экструзии можно умножить на новый процент подачи и внести новый коэффициент в EEPROM.
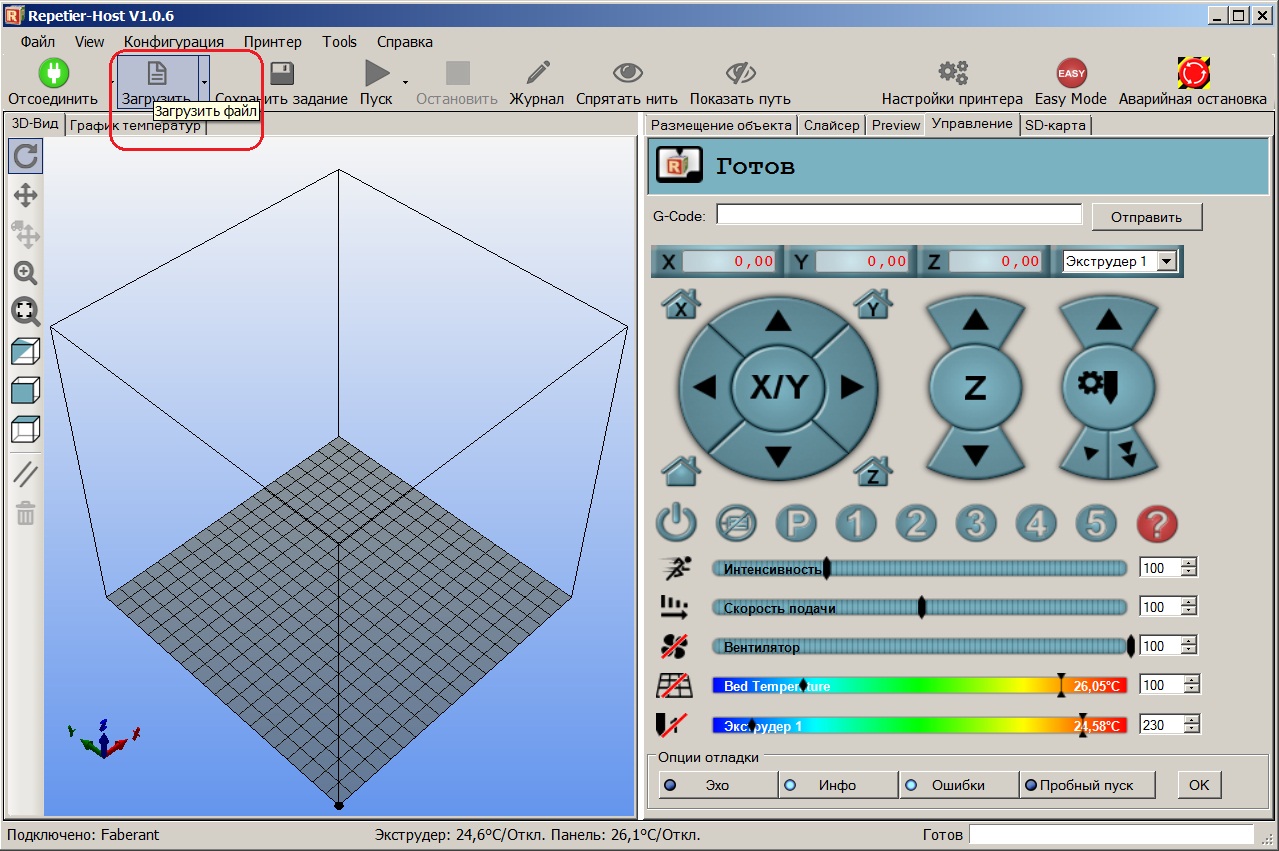
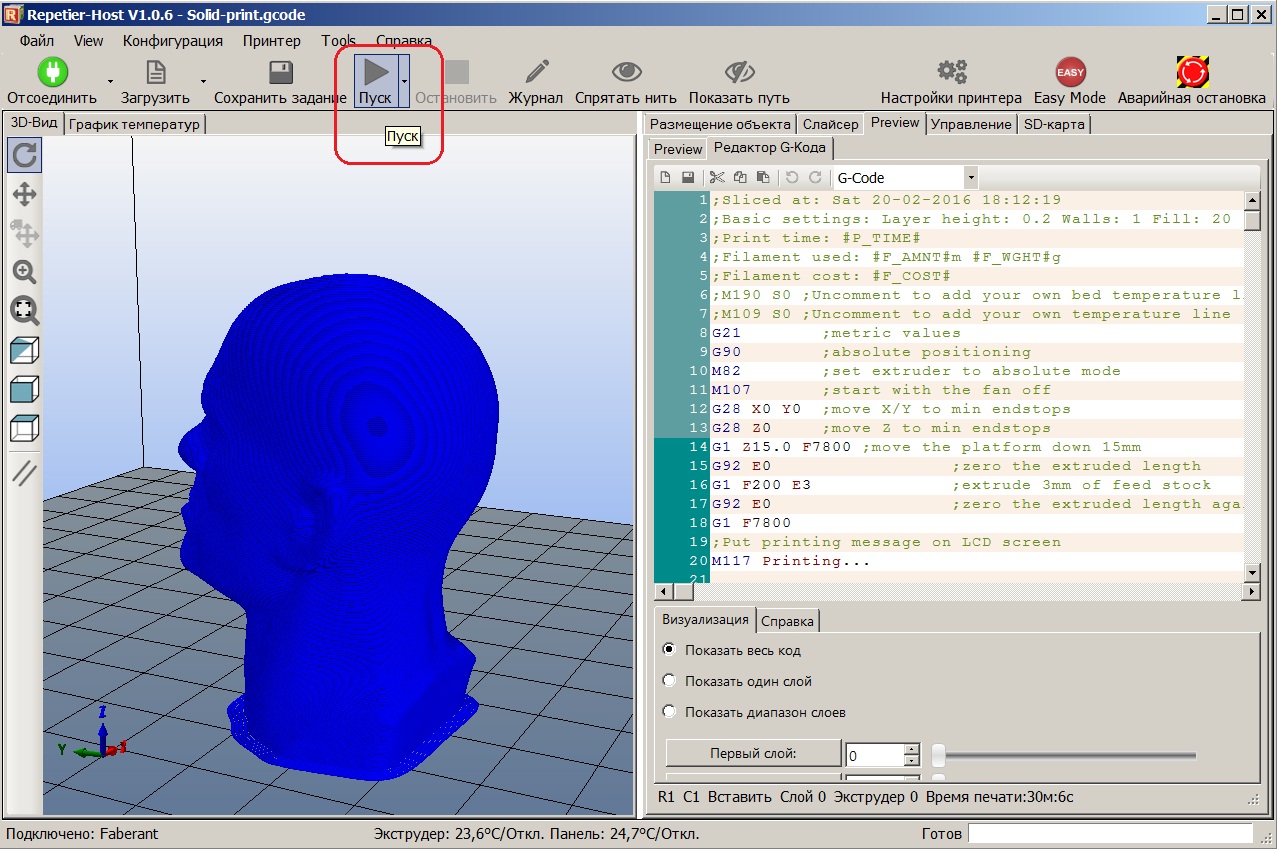
Загружайте в программу управления «Repetier-Host» ранее подготовленный в программе "Cura" файл для печати в формате Gcode и запускайте печать.
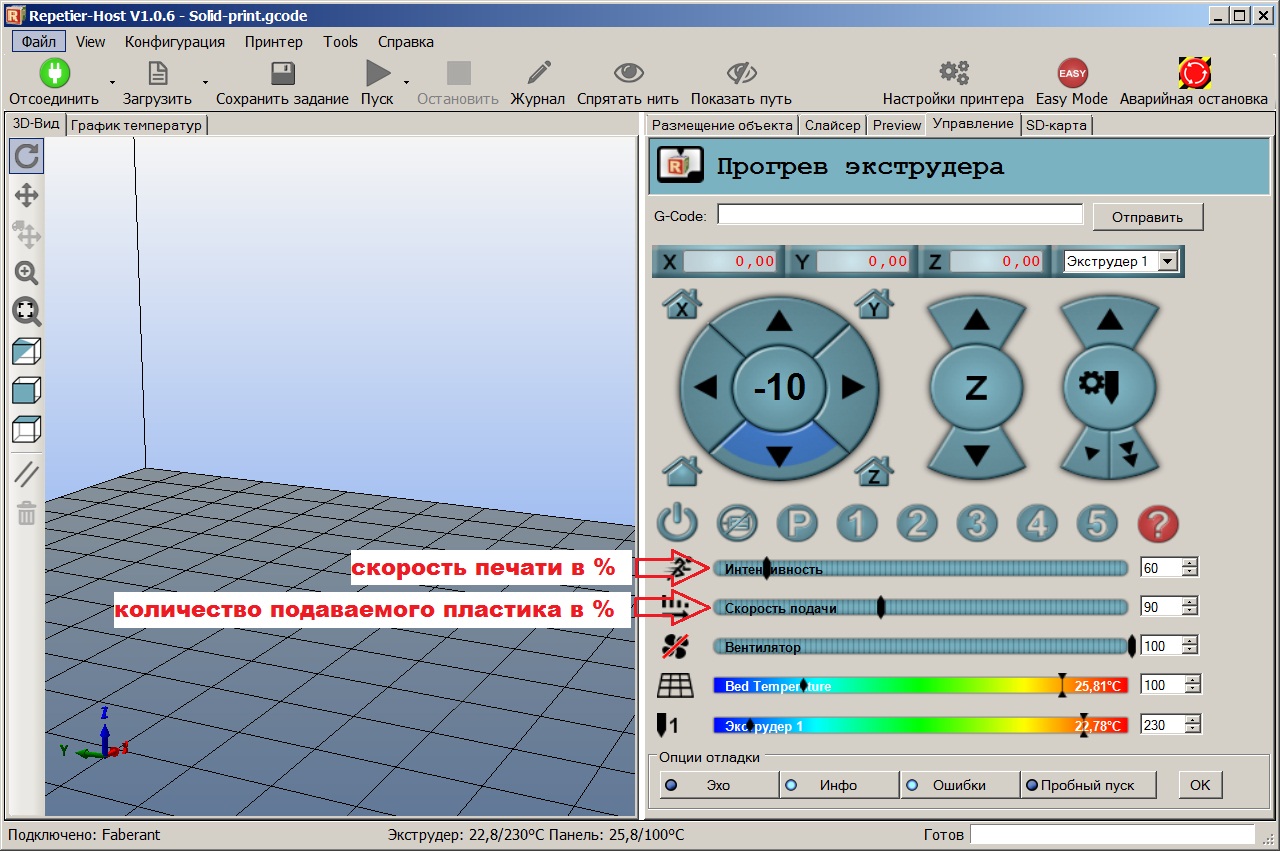
В ходе печати возможно менять скорость печати от 25% до 300% от значений, указанных в Gcode.
Также возможно менять количество подаваемого пластика от 50% до 150% (по умолчанию 100%)
Будьте осторожны с увеличением этих параметров, т.к. значительное превышение от 100% может повредить принтер.
Обслуживание принтера
Конструкция 3D-принтера Faberant позволяет производить очистку подающего пластик механизма прямо во время печати. В некоторых случаях, это может потребоваться при многочасовой печати. В большинстве других 3D-принтеров для чистки механизма нужно останавливать печать.
2. нагреть экструдер до 240С
3. протолкнуть вниз, а затем вытащить пластик из экструдера
4. отсоединить разъемы и открутить блок вентиляторов
1) не оставляйте работающий принтер без присмотра.
2) не касайтесь руками нагревательного элемента, сопла, стола т.к. они нагреваются до высокой температуры.
3) при необходимости обслуживания нагреваемых частей принтера, используйте термостойкие перчатки (с силиконовым покрытием)
4) не трогайте получаемую деталь руками во время печати.
5) выключайте 3D-принтер из сети 220В после окончания работ.
6) не поднимайте, не перемещайте, не кладите на бок включенный в сеть 3D-принтер.
7) при печати пластиками отличными от ПЛА, проветривайте помещение.
8) ничем не накрывайте работающий принтер, это может привести к перегреву электроники.