3D-принтер Faberant Cube, сделано в России. Подробно обо всем.
Статья предназначена для всех, кто интересуется аддитивными технологиями. Рассказ пойдет о решениях, на основе которых создаются 3D-принтеры. Подробно разобраны проблемы большинства 3D-принтеров и новые решения, которые применены в 3D-принтере Faberant Cube, разработанном в России.
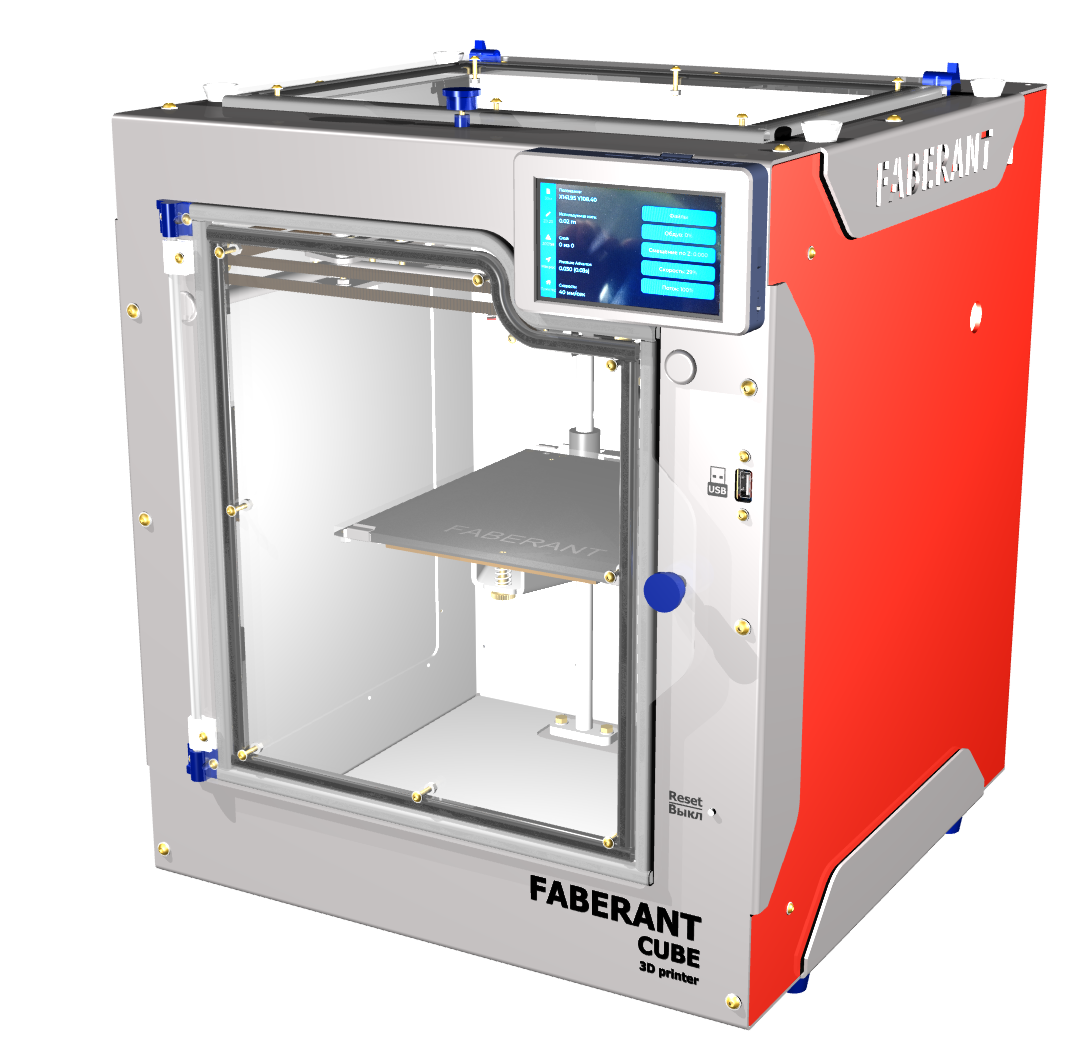
3D-принтер Faberant Cube с инновационной системой высокой точности FCoreXY и высокотемпературным экструдером
3D-принтер Faberant Cube является второй моделью 3D-принтера, разработанной и производящейся "Кубъект Лаб", г. Новосибирск.
Первая модель принтера Faberant, выпускавшаяся в 2015-2017 гг. была выполнена по классической схеме Prusa I3 с открытым корпусом и подвижным столом.
Новая модель Faberant Cube использует закрытый двойной кубический корпус, разработанную в "Кубъект Лаб" инновационную систему перемещений для 3D-принтеров высокой точности - FCoreXY и высокотемпературный цельнометаллический экструдер, позволяющий печатать всеми видами пластиков.
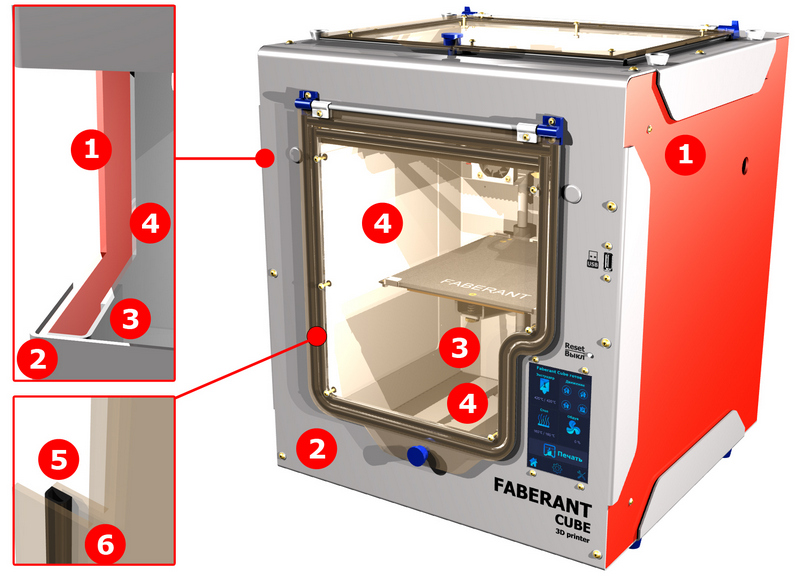
На изображении принтер версии 1.29
1. Внешняя оболочка алюминиевый композит
2. Внешняя стальная рама
3. Внутренняя стальная рама
4. Внутренний утеплитель (слева, справа, снизу)
5. Дверка - внутренняя часть
6. Дверка - внешняя часть
Как известно, проблемой при печати пластиками с усадкой, такими как АБС и Нейлон, в обычных принтерах, является большая усадка материала при остывании, из-за чего деталь отрывает от стола и сильно загибает края изделия.
В 3D-принтере Faberant Cube рабочая камера полностью закрыта со всех сторон и удерживает вокруг печатаемой детали высокую температуру. Поэтому, даже при использовании различных популярных материалов с усадкой, можно получать отличный результат.
Абсолютное большинство 3D-принтеров конкурентов имеют корпус с одной стенкой, после которой сразу начинается камера печати. То есть горячий воздух из камеры печати соприкасается со стенкой принтера, а стенка - с внешней средой. Таким образом, все стенки принтера быстро нагреваются и камера печати теряет свое тепло во внешнюю среду через стенки принтера.
Для печати сложными технических пластиками в камере печати необходимо удерживать высокую температуру. Принтеры с корпусом с одной стенкой плохо справляются с такой задачей.
Для решения этой проблемы мы разработали закрытый двойной корпус, который позволяет хорошо изолировать камеру печати от внешнего корпуса принтера и от утечки тепла во внешнюю среду.
Это нужно для поддержания большой температуры внутри камеры для печати изделий из таких технических пластиков как АБС, Нейлон, PEEK, ULTEM (PEI). Двойной корпус защищает камеру печати справа, слева и сзади. На нижней части камеры печати расположен утеплитель. С передней и верхней стороны принтера расположены двойные дверки с воздушной камерой, также теплоизолирующие камеру печати. Таким образом, 3D-принтер Faberant Cube с двойным корпусом теряет минимум тепла при печати, что помогает при печати сложными пластиками.
Камера печати является пассивной, что означает, что нагрев камеры идет за счет нагрева воздуха от стола и экструдера. В принтере нет отдельного активного нагревателя камеры. Но, за счет хорошей изоляции двойным корпусом, 3D-принтер Faberant Cube может печатать изделия из сложных технических пластиков, даже таких, как высокотехнологичный PEEK.
Стоит отметить, что в 3D-принтере Faberant Cube сверху нет торчащих проводов и трубок, как на большинстве принтеров, а есть полностью закрывающаяся верхняя дверка, которая вместе с передней дверкой удерживает тепло в рабочей камере. Обе дверки сдвоенные, как в духовке, или как в стеклопакете у пластикового окна. Поэтому 3D-принтер Faberant Cube имеет по-настоящему закрытую камеру для печати с двойным корпусом, что является несомненным преимуществом при печати материалами с усадкой.
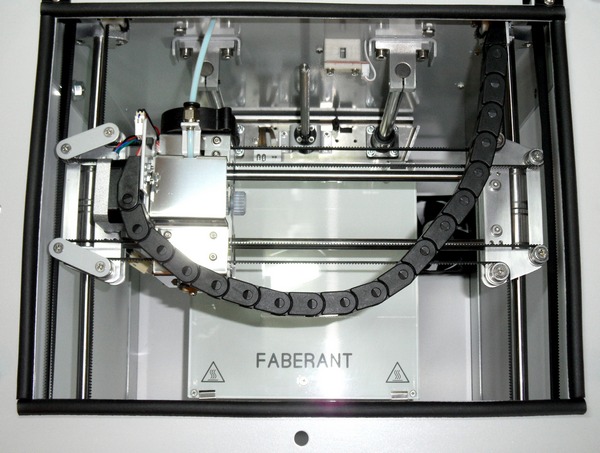
Вид сверху (принтер версии 1.20)
Корпус принтера выполнен из стали толщиной 2 мм. Снаружи имеется цветная декоративная оболочка из композита алюминия. Прозрачные дверки сверху и спереди являются быстросъемными.
При закрытых дверках, внутри камеры можно включить конвекцию горячего воздуха для того, чтобы по всему объему температура была одинаковой. Это может помочь при печати больших изделий из пластиков с усадкой.
При печати ПЛА-пластиками, у которых нет усадки, но которые любят обдув холодным воздухом, конвекцию можно запустить при открытых дверках отдельной кнопкой на корпусе.
Принтер имеет внутреннюю подсветку области печати, которую можно включить или отключить также отдельной кнопкой на корпусе.
Материал в принтер подается с внешне расположенной катушки в виде нити стандартного диаметра 1,75 мм по термостойкой трубке.
Внутри 3D-принтера
У большинства принтеров конкурентов двигатели системы перемещения XYZ находятся прямо в камере печати. Поскольку воздух в закрытой камере печати значительно разогревается, это может привести к перегреву двигателей и их частичному отказу, что ведет к браку печати. 3D-принтер Faberant Cube с самого начала разрабатывался как закрытый, поэтому двигатели XYZ были вынесены из зоны печати в отдельный отсек и перегрев им не грозит. Изучая наш принтер, вы не сможете увидеть этих двигателей, в отличии от многих принтеров конкурентов, где эти моторы легко найти. Это решение также отличает наш принтер от большинства конкурентов.
Система перемещения CoreXY
Система перемещений для 3D-принтеров CoreXY появилась в 2011 году, ее разработчик Ilan E. Moyer. С тех пор появилось несколько ее вариаций, и до сих пор она является наиболее прогрессивной системой перемещений.
Достоинства системы CoreXY:
1) Поскольку двигатели осей XY располагаются отдельно от осей перемещения на корпусе, это дает возможность увеличить скорость перемещений и печати. (На принтерах с другими системами мотор может быть встроен в одну из осей, что увеличивает ее вес.)
2) Перемещения по оси X, также как по оси Y, выполняются сразу двумя моторами, а не одним, как на классических схемах. Это дает возможность в 2 раза точнее позиционировать экструдер по осям, а значит и увеличить точность печати.
3) Система CoreXY сбалансирована по возникающим нагрузкам. По этой причине CoreXY прекрасно работает как на валах, так и на линейных направляющих.
А, например, похожая и более простая система H-bot, которая применяется во многих принтерах, хорошо работает только на более дорогих линейных направляющих, которые могут сдержать ее неравномерные нагрузки.
4) Для всего 3D-принтера на CoreXY нужно на один мотор меньше, по сравнению с классической схемой Prusa I3.
Первая модель принтера Faberant, выпускавшаяся в 2015-2017 гг. была выполнена по классической схеме Prusa I3. Во время печати экструдер в такой схеме перемещается одним мотором по оси X, вся ось X вместе с экструдером поднимается вверх по оси Z двумя моторами слева и справа. А столик в это время перемещается вперед-назад вместе с печатаемой деталью по оси Y еще одним мотором.
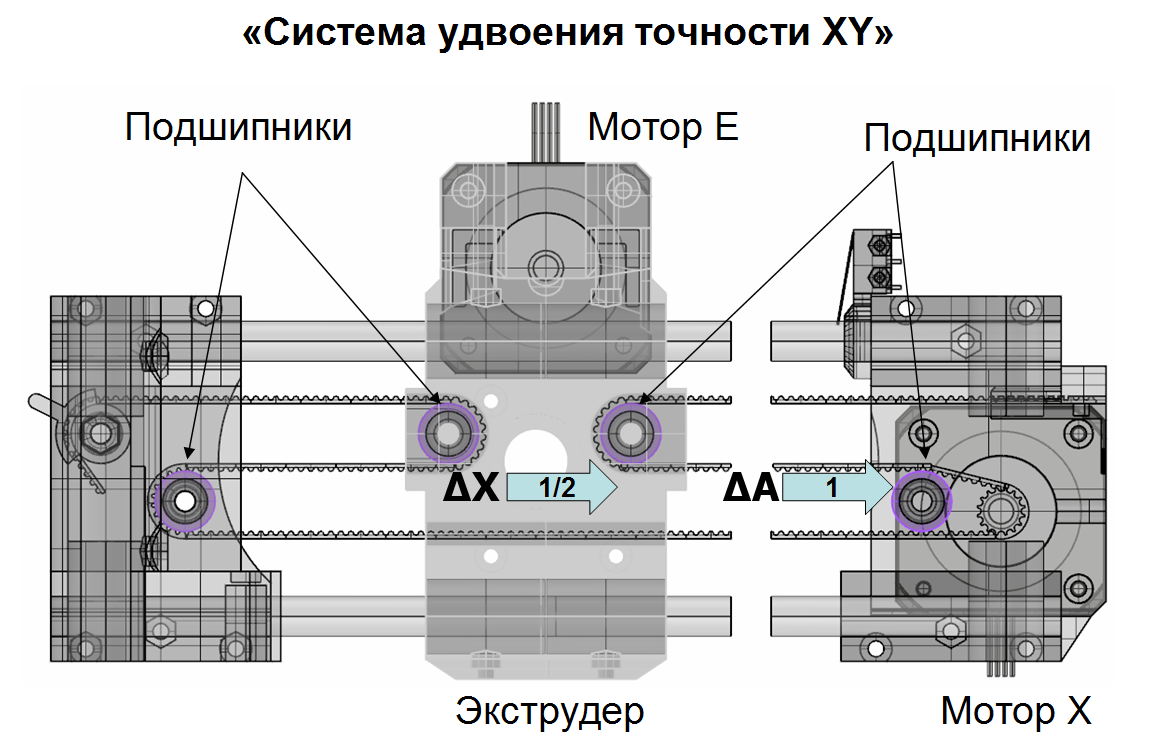
Для первой модели 3D-принтера Faberant в "Кубъект Лаб" было разработано инновационное улучшение для классических систем перемещения - система удвоения точности XY (см. схему). Она представляет собой механизм с двухсторонними блоками, где ремень передает усилие на подвижный элемент конструкции через блок с подшипниками. Это позволяет за одно минимальное перемещение на приводном моторе получить 1/2 перемещений на подвижном элементе конструкции - каретке с экструдером, двигающейся по X, и столику, двигающемуся по Y. Стоит отметить, что блоки были известны еще со времен Архимеда, но использовались для выигрыша в силе. В новой же системе блоки были использованы для двукратного выигрыша в точности.
Для примера: при перемещении ремня мотором ΔA на 10 см, получаем перемещение экструдера принтера ΔХ всего на 5 см, т.е. в 2 раза меньше, а значит точнее.
За 2 года эксплуатации 3D-принтеров первой модели с данной системой удвоения точности она зарекомендовала себя только с положительной стороны. Поэтому, когда в "Кубъект Лаб" стал разрабатываться новый 3D-принтер, и для него была выбрана прогрессивная система перемещений CoreXY, было решено попытаться совместить ее и нашу систему удвоения точноcти XY, для получения еще более точных результатов печати.
Система перемещений первой модели 3D-принтера Faberant
ΔX=1/2*ΔA
После расчетов на виртуальных моделях стало ясно, что такое совмещение возможно с сохранением всех преимуществ соединяемых систем, а точность новой гибридной системы теоретически может быть выше классических систем перемещений в 4 раза!
Далее была разработана конкретная реализация новой улучшенной системы перемещения высокой точности, которая была названа "FCoreXY", от первой буквы названия принтера Faberant и названия базовой системы CoreXY. Стоит отметить, что никто ранее не делал такую систему и это наша инновационная разработка.
Сложностью реализации систем на классической CoreXY является то, из-за особенности конструкции, два ремня должны перекрещиваться. Чтобы они не касались друг друга при работе, используются разные решения.
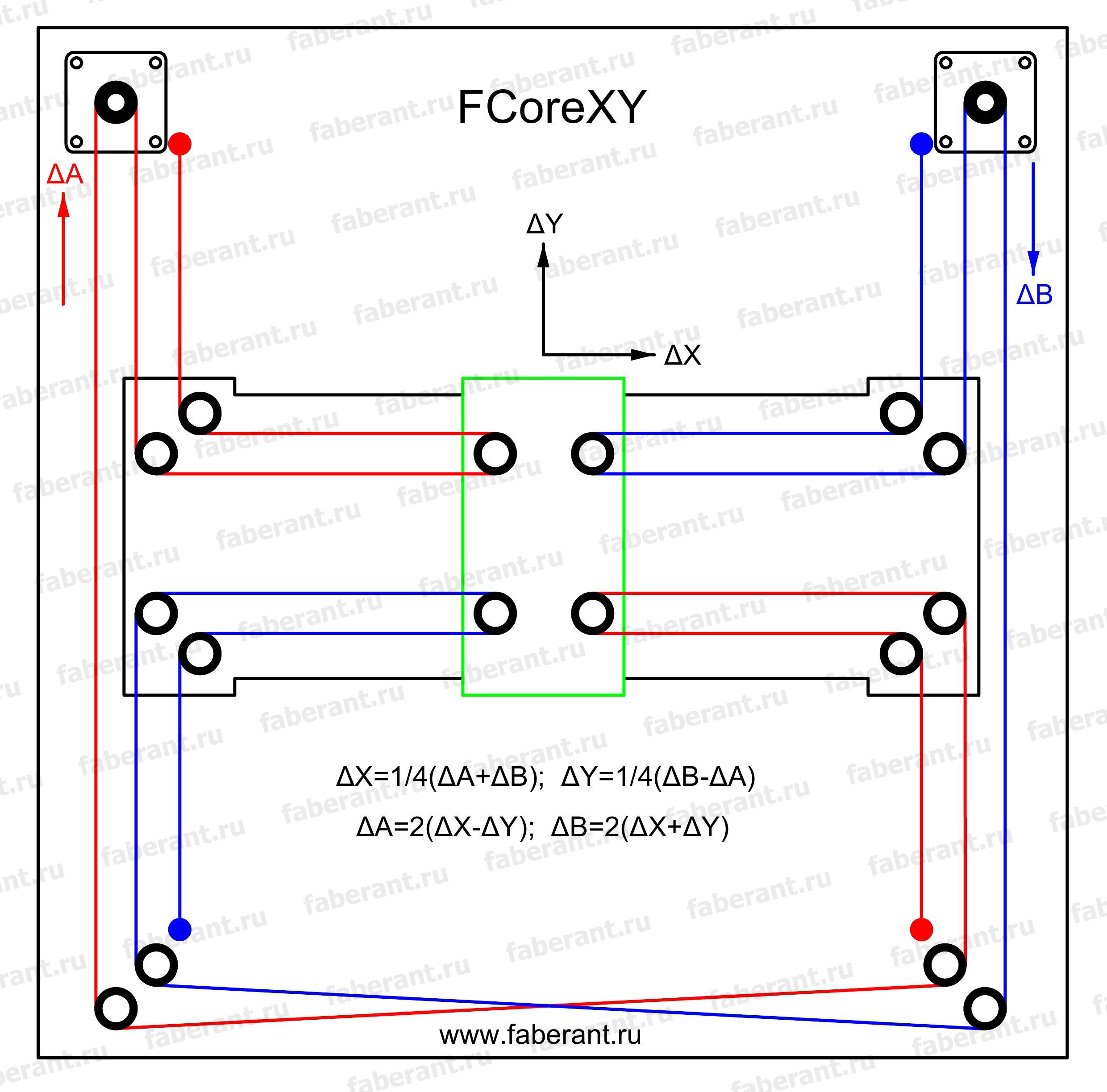
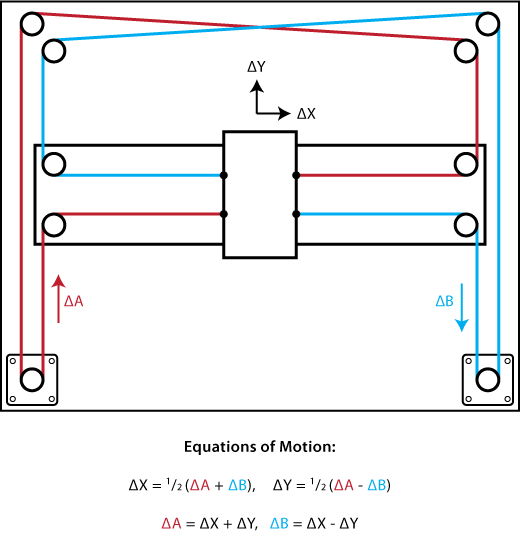
Система перемещений FCoreXY высокой точности
Красные и синие линии - ремни.
В нашей системе FCoreXY используется решение с двумя уровнями, где ремни идут параллельно один над другим и не пересекаются. Некоторые шкивы в этой конструкции также располагаются в два уровня друг на другом на одной оси и занимают меньше места, чем в классической CoreXY.
Важным отличием FCoreXY стало то, что мы повернули моторы осями в горизонтальную плоскость, что позволило улучшить компоновку остальных элементов.
Двигатели XY в 3D-принтере Faberant Cube вынесены из камеры печати и скрыты в техническом отсеке с принудительной вентиляцией. Стоит отметить, что у многих других принтеров эти двигатели находятся в камере печати и могут перегреваться. В нашем принтере такого не произойдет.
Для повышения точности, в системе FCoreXY используются дополнительные блоки, которые удалось разместить очень компактно, без существенного увеличения размеров всей конструкции. Уравнения перемещений показывают, что точность системы FCoreXY может быть в 4 раза выше классических систем (см. уравнения перемещений на схеме).
Для примера: при перемещении ремней моторами ΔA и ΔB на 10 см каждый, суммарно 20 см, получаем перемещение экструдера принтера ΔХ всего на 5 см, т.е. в 4 раза меньше, а значит точнее.
Если обычные принтеры печатают с точностью 0,1 мм по осям XY, то принтер на FCoreXY может печатать с точностью в 4 раза выше - 0,025 мм по осям XY.
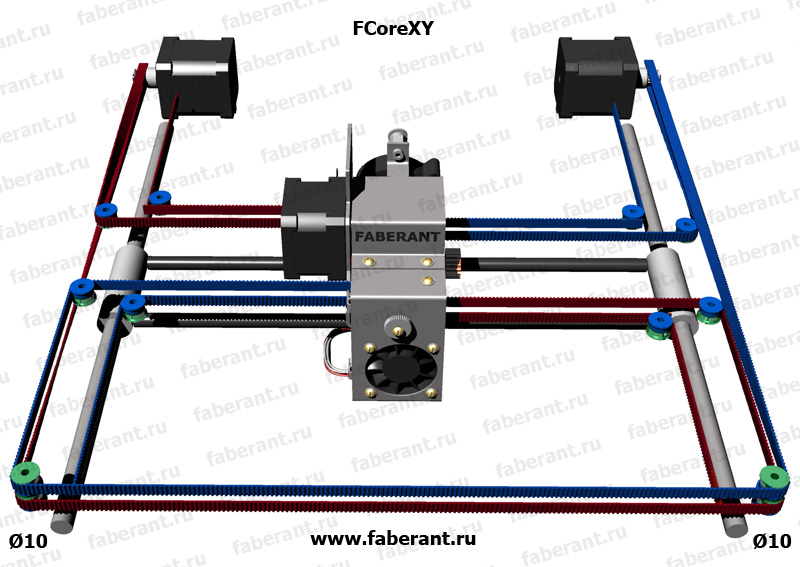
Реализация FCoreXY для 3D-принтера Faberant Cube
По оси Y используются толстые направляющие диаметром 10 мм,
по оси Х - более тонкие диаметром 8 мм
В результате использования системы на FCoreXY, 3D-принтер Faberant Cube может печатать очень точно геометрически, а поскольку слои укладываются с высокой точностью по XY, то боковая поверхность изделий, образуемая периметрами слоев, получается визуально очень ровной, хотя печать и идет слоями по технологии FDM (см. пример печати слоем 0,04 мм).

Печать слоем 0,04 мм
Как известно, 3D-принтеры работающие по технологии FDM, наносят расплавленный материал слой за слоем по вертикальной оси Z, выращивая деталь. Чем меньше высота отдельного слоя, тем выше качество боковой и наклонных поверхностей.
Большинство 3D-принтеров для перемещения по оси Z используют прямое подсоединение мотора Z к ходовому винту. Это может приводить к неравномерной высоте каждого последующего слоя при печати с ухудшением общего результата печати изделия. Этот момент становится очень важным при печати сверхтонкими слоями, т.к. именно на них погрешности могут стать заметнее всего.
Для того, чтобы получить максимально одинаковые по высоте слои и максимальное качество печати, для 3D-принтера Faberant Cube разработан специальный редуктор для оси Z с соотношением 1 к 2,5. Это значит, что высота слоев при печати будет в 2,5 раза более точной, чем на других принтерах без редуктора.
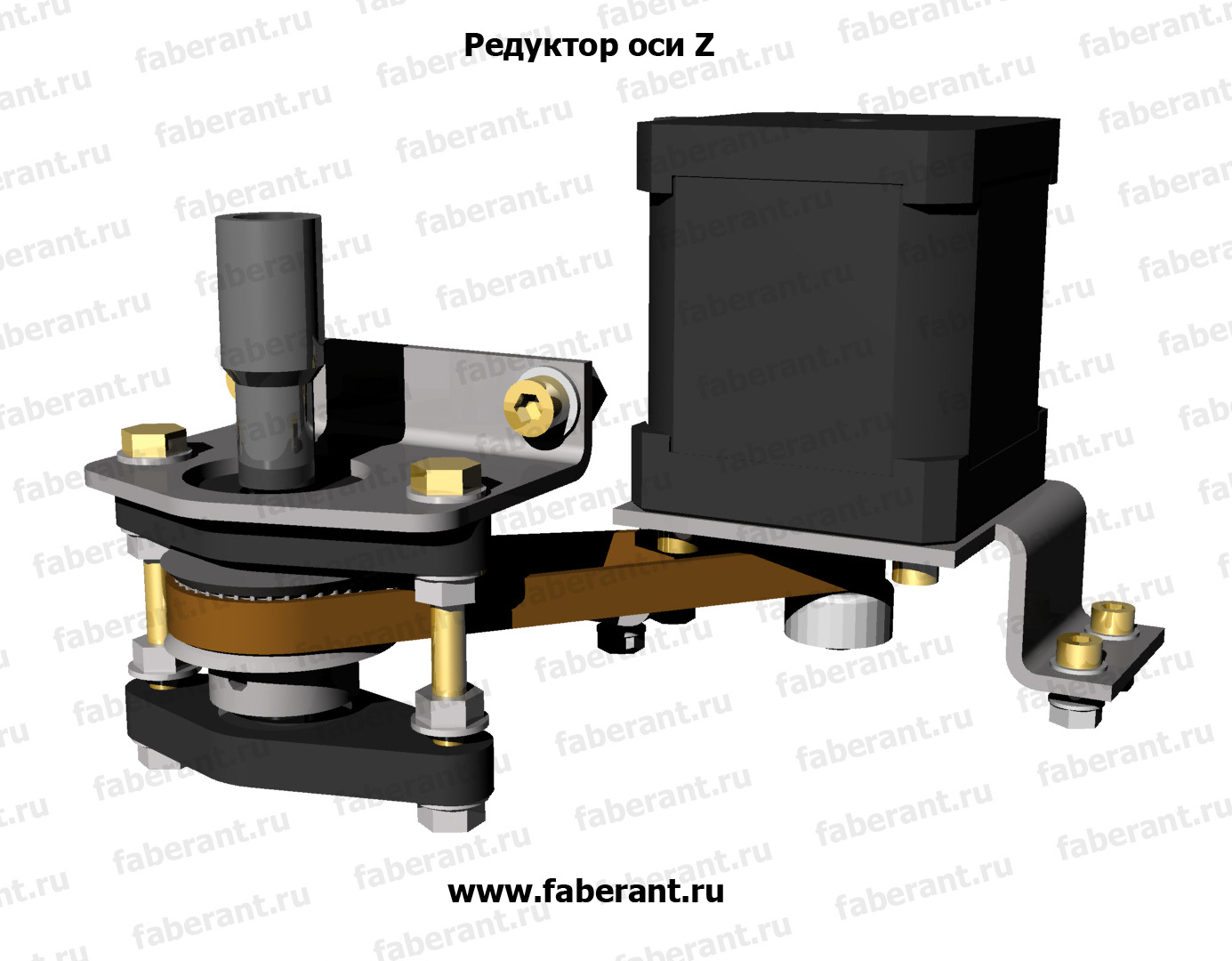
Двигатель оси Z, также как XY, вынесен из камеры печати и скрыт в техническом отсеке с принудительной вентиляцией, чего нет на большинстве других принтеров.
Минимально протестированная высота слоя печати для 3D-принтера Faberant Cube составляет 0.04 мм. При таком тонком слое уже практически невозможно разглядеть слои и поверхность изделия становится блестящей и гладкой. Если сравнивать печать с аналогичным слоем на других принтерах, то можно увидеть, что результаты их печати хуже, чем у Faberant Cube, что можно объяснить выше обозначенными причинами. (См. пример печати сапожка слоем 0.06 мм)

Печать сапожка
Очень давно на подавляющем числе 3D-принтеров использовалась электроника Arduino MEGA2560 с частотой процессора реального времени всего 16 МГц. И ее вполне хватало для задач того времени. Но с развитием 3D-принтеров и желанием разработчиков по созданию нового функционала оказалось, что мощность электроники нужно постоянно увеличивать.
На данный момент процессор реального времени, управляющий движениями в нашем принтере, имеет частоту 168 МГц, что в 10 раз большее, чем у наших первых принтеров. Кроме того, для новых функций, улучшающих печать, понадобился второй еще более мощный 4х ядерный процессор с частотой 1,3 ГГц и операционная система Linux, на которой установлена прошивка Klipper.
За счет таких инноваций 3D-принтер Faberant Cube теперь имеет видеокамеру, подключение по Wi-Fi, автономный беспроводной дисплей, управление через веб-интерфейс с телефона или планшета, функцию "Input Shaping" для устранения резонансов и повышения скорости и качества печати.
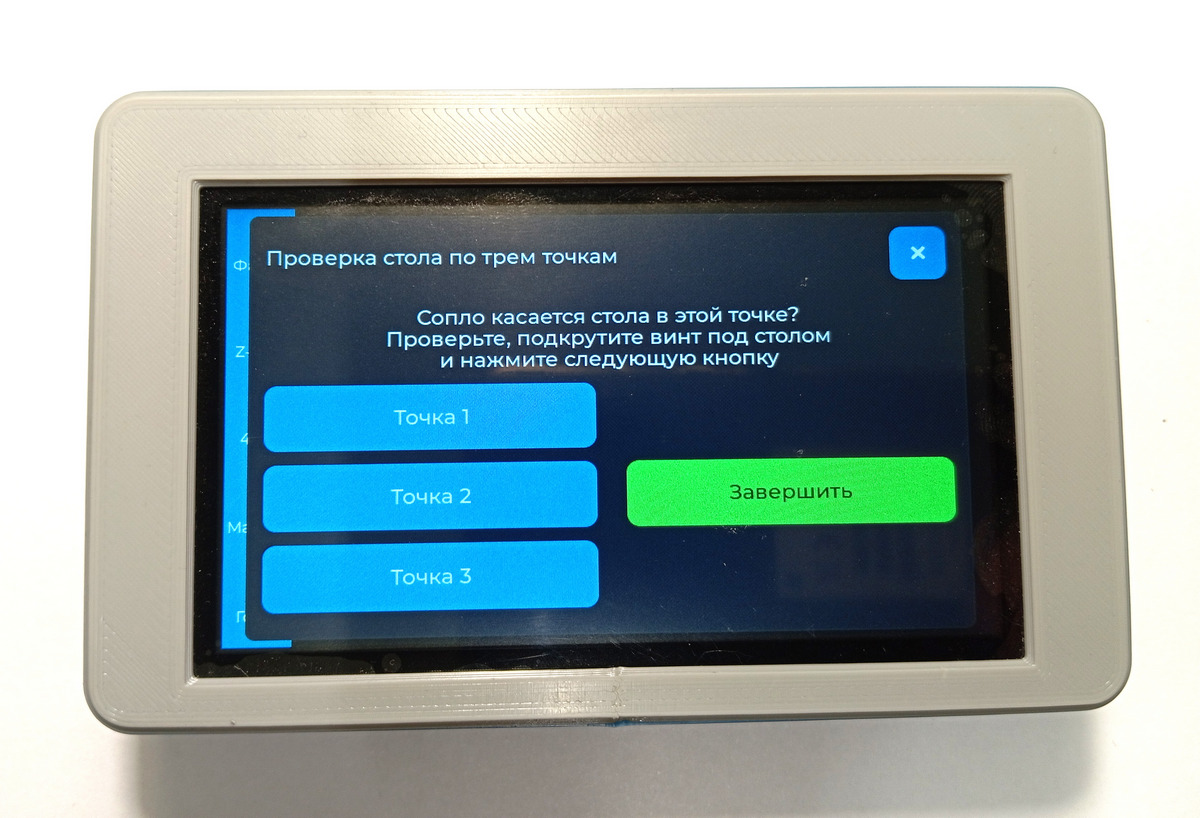
Многие 3D-принтеры используют механический контактный датчик нулевого положения столика по оси Z. Такие датчики имеют довольно низкую точность. Это приводит к погрешностям при печати первого слоя, который является основой для всей последующей печати. Плохо напечатанный первый слой может привести даже к отрыву изделия от стола при печати. Кроме того, с механическим датчиком пользователю может потребоваться чаще выравнивать высоту стола, а это дополнительные неудобства.
У некоторых 3D-принтеров есть контактные датчики для выравнивания плоскости стола, которые расположены прямо на экструдере. Их проблемой опять же является механическая природа, большой вес и значительный размер. Рано или поздно механический датчик начинает ухудшать свои показания, а лишний вес и размер приводит к снижению максимальной скорости печати из-за расположения на экструдере.
Для решения этих проблем в 3D-принтере Faberant Cube используется более точный бесконтактный оптический датчик для автоматической калибровки стола. Датчик никогда не касается стола и имеет очень малый вес и размер. Это позволяет получать хороший первый слой и реже возникает необходимость выравнивать высоту стола.
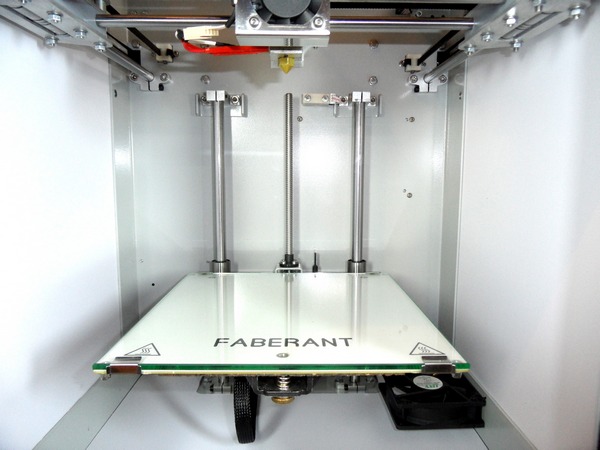
Важной особенностью конструкции стола Faberant Cube является его основание - оно треугольное, выполнено из алюминия с загибами по краям. Это позволяет детали быть очень прочной, а столу не гнуться, что важно при печати больших тяжелых изделий. Также это позволяет столу не вибрировать, что крайне сильно сказывается в положительную сторону на результатах печати.
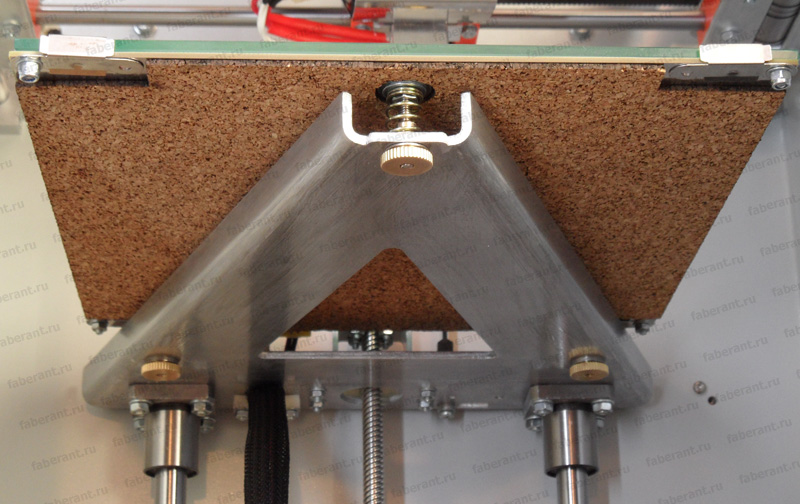
Печатный стол снизу
Сама нагревательная поверхность закрыта стеклом, которое удерживается четырьмя специальными зажимами, а снизу имеется термоизоляция из пробки. Вся конструкция стола очень легкая и устойчивая. Она перемещается по вертикали по Z на мощных осях диаметром 12 мм с четырьмя линейными подшипниками - по два сверху и два снизу.
У многих принтеров других производителей печатный стол выполнен из толстого алюминия, который хорошо проводит тепло при нагреве. Однако, при работе такой стол может выгибать из-за температурного расширения алюминия. В одном месте сопло может не достаточно близко подходить к столу, а в другом месте может упираться в стол. Печать первого слоя будет некачественной. Все это может приводить к дальнейшему браку печати.
В 3D-принтере Faberant Cube использована другая идея. Основой стола является само стекло для печати. Полужесткий нагревательный элемент крепится снизу к стеклу, и через три точки крепится снизу к несущему основанию стола. Таким образом, ровность печатного стола достигается за счет ровности самого стекла, которое не деформируется при нагреве, как алюминий.
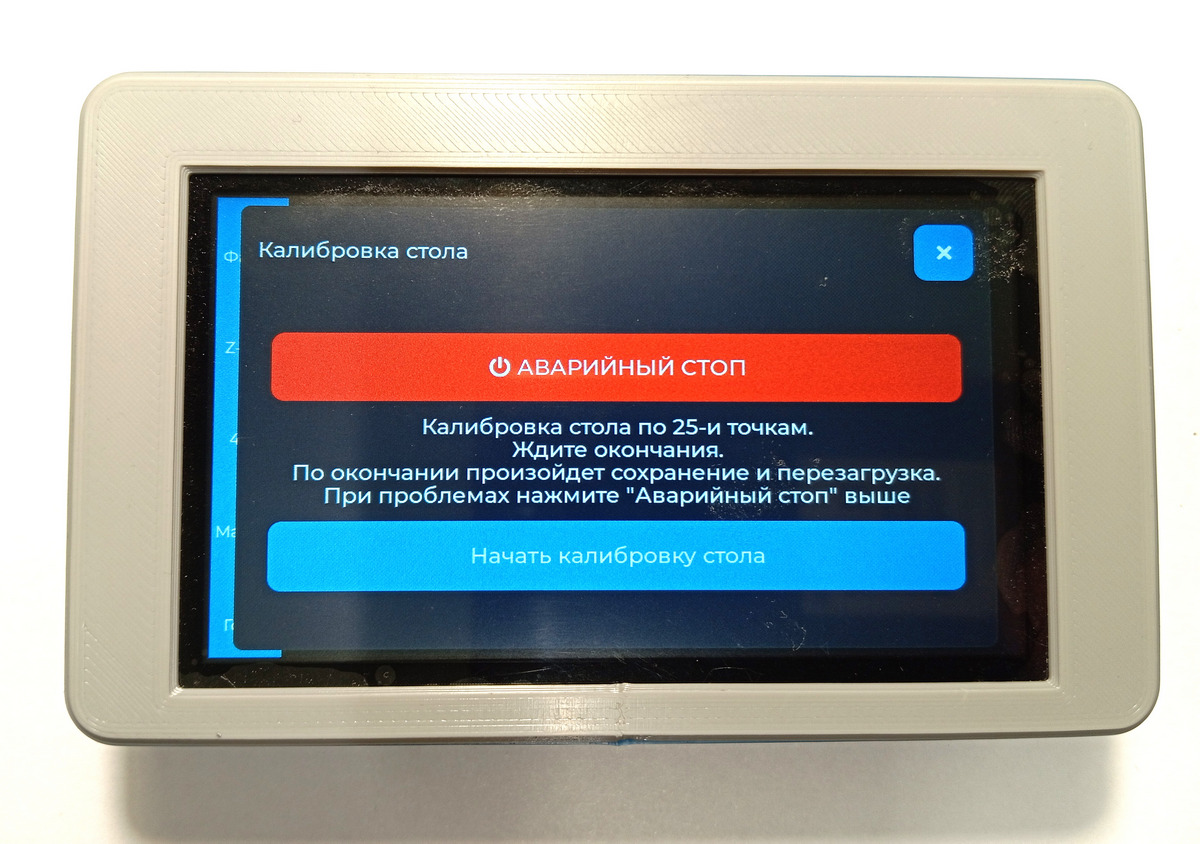
Начиная с версии 1.30 появилась автоматическая калибровка стола по 25-и точкам с помощью оптического датчика с запоминанием карты стола. Возможные неровности стола будут скомпенсированы программным обеспечением принтера в процессе печати и первый слой при печати даже самых больших деталей будет идеальным.
Нагрев столика возможен до 160°C, что достаточно для подавляющего вида пластиков (а также для таких высокотемпературных пластиков, как поликарбонат и PEEK).
Столик может перемещаться по вертикали на целых 245 мм. Это значит, что можно печатать изделия такой большой высоты. У большинства других похожих 3D-принтеров высота печати ограничена 200 мм и даже меньше.
Весь же печатаемый объем 3D-принтера Faberant Cube составляет 200 х 200 х 245 мм (X|Y|Z), что составляет 9,8 литра.
Как известно, при длительной 3D-печати таким распространенным пластиком как ПЛА, на 3D-принтерах с цельнометаллическими экструдерами могут образовываться пробки, которые останавливают процесс печати, а также засоряют систему экструзии, которую не всегда легко очистить.
Для решения этой проблемы, многие производители взяли на вооружение использование скользкой фторопластовой трубки, которая идет внутри канала экструдера и не дает полурасплавленному пластику застревать.
Это решение работает, но имеет ряд недостатков.
Так, температуру печати нельзя надолго поднимать выше 250°C, иначе фторопласт начнет разлагаться с выделением вредных испарений. Кроме того, такое ограничение максимальной температуры не позволяет печатать прочными тугоплавкими пластиками.
Для 3D-принтера Faberant Cube разработан инновационный цельнометаллический экструдер, который лишен таких недостатков.
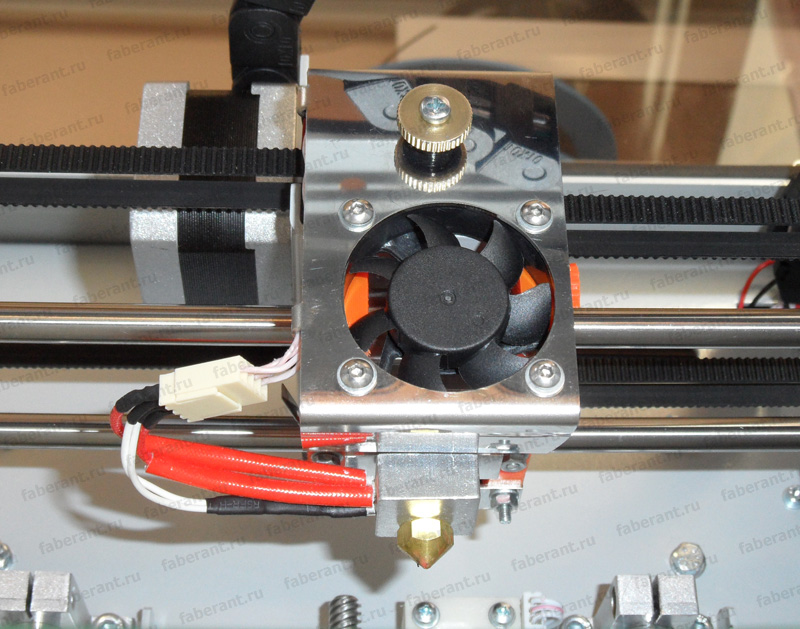
Экструдер 3D-принтера Faberant Cube
Экструдер работает без фторопласта в нагреваемой части, и при этом длительная печать ПЛА-пластиком идет без образования пробок и остановок.
Максимальная рабочая температура экструдера 3D-принтера Faberant Cube составляет целых 420°C! Это намного выше, чем у подавляющего числа других принтеров.
Высокая температура экструзии позволяет печатать такими высокопрочными пластиками, как Поликарбонат, Нейлон, PEEK, а также позволит использовать новые тугоплавкие пластики, которые еще только находятся разработке у производителей.
Экструдеру Faberant Cube не требуется ни титановый термобарьер, ни водяное охлаждение, как на принтерах конкурентов, которые заявляют о печати на таких высоких температурах. В Faberant Cube используется оригинальный цельнометаллический термобарьер из нержавеющей стали, позволяющий печатать на любых температурах от 90°С до 420°С любыми материалами от Воска до PEEK. Как именно достигаются такие показатели, является Ноу-Хау нашей компании.
Мы учли проблему, возникающую на других принтерах при печати мягкими материалами, такими как rubber и полиуретан. Из-за мягкости филамент наматывается на подающую шестерню, перестает подаваться в экструдер, и печать становится невозможной. Для печати мягкими филаментами мы разработали специальный долговечный направитель прутка из алюминия, который не дает мягкому прутку изгибаться и делает печать непрерывной.
На данный момент 3D-принтер Faberant Cube может печатать следующими материалами: PEEK, ULTEM (PEI), АБС, Нейлон, Поликарбонат, ПЛА, FLEX, Rubber, Полиуретан, HIPS, PVA, SBS, PETG, Полипропилен (PP), Воск (Wax3D) и др.
За счет особой конфигурации экструдера удалось кардинально повысить качество печати на всех режимах, максимально снизить образование пробки из пластика в нагреваемой части, а также устранить возможность протекания пластика в месте соединения термобарьера и сопла.
По умолчанию, на принтер установлено сопло нашей разработки с медным ядром с высокой производительностью до 80 см3/час, диаметром 0.5 мм, которое может использоваться в 90% задач по 3D-печати. Это оптимальный диаметр для быстрой и качественной печати крупных и средних изделий. Для остальных 10% задач в комплекте идет сопло 0.25 мм, для более тонкой печати мелких изделий вплоть до слоя 0.04 мм.
Важно, что термобарьер экструдера Faberant Cube собирается с охлаждающим радиатором без резьбы и всю конструкцию легко обслуживать, например - выровнять по высоте вместе с соплом или полностью снять с принтера, при необходимости замены сопла.
При наличии двух собранных блоков нагрева с разными диаметрами сопел, время их ручной замены составляет всего около 30 секунд. Весь блок откручивается одним винтом. Это очень важно для тех пользователей, кто часто меняет сопла с одного диаметра на другой для различных целей печати.
На многих принтерах используется удаленная подача пластика в экструдер (Bowden), т.е. мотор находится не на экструдере, а вынесен на корпус принтера. Из-за этого подаваемый пластик испытывает значительные деформации внутри подающей трубки на отрезке пути между мотором и соплом. Особенно заметно это становится для мягких пластиков. Частично пластик пружинит в этом отрезке, и когда мотор уже остановился и печать не требуется, а такое происходит множество раз во время печати, пластик продолжает выталкиваться под действием упругой силы и неконтролируемо вытекает из сопла, портя печатаемую деталь. Обычно с этим борются используя функцию отката пластика назад - Retraction. Но это занимает много времени на больших деталях, и увеличивает общее время печати.
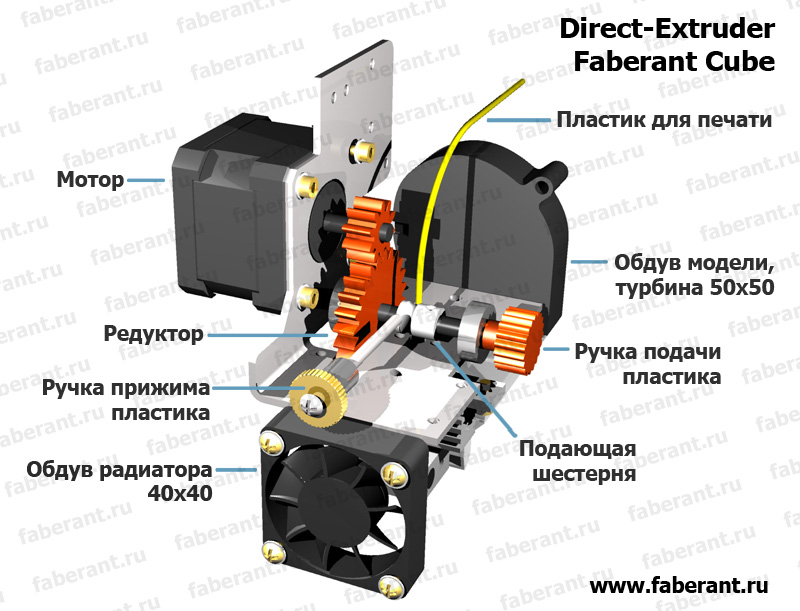
В 3D-принтере Faberant Cube используется так называемый Direct-экструдер с редуктором. Это означает, что мотор расположен на самом экструдере и длина канала для пластика между мотором и соплом минимальна. Т.е. все упругие деформации пластика сводятся к минимуму, и становится возможной качественная печать любыми, даже мягкими материалами. Редуктор с соотношением 1 к 2,3 способствует более точной подаче пластика, что очень важно при печати сверхтонкими слоями, а также создает большее усилие для проталкивания пластика.
Стоит отметить, что вес экструдера не снижает результаты печати 3D-принтера Faberant Cube, т.к. сама система перемещений FCoreXY имеет значительно большее усилие для перемещения и торможения подвижной массы по осям XY.
Дополнением к экструдеру служит ручка подачи пластика. Она может пригодиться, если потребуется протолкнуть пластик вперед или назад без участия мотора, вручную. Это очень облегчает процедуру загрузки-извлечения пластика.
Сам пластиковый пруток зажимается передней ручкой прижима и надежно удерживается в нужном положении в течении всей печати.
Система обдува экструдера
Система обдува экструдера состоит из вентилятора радиатора и вентилятора обдува модели.
Вентилятор радиатора необходим для создания большого градиента температур между зоной охлаждения и зоной плавления пластика. В большинстве 3D-принтеров для этой цели устанавливается небольшой и шумный вентилятор размером 30х30 мм. В Faberant Cube используется более мощный и тихий вентилятор 40х40 мм, что позволяет получать лучшие результаты печати, а также снижает нагрев охлаждаемой зоны при печати на высоких температурах в закрытой камере вплоть до 420°C.
Обдув модели требуется для печати распространенным ПЛА-пластиком. Без обдува результат печати может быть печальным. Для такого обдува в 3D-принтерах обычно используют обыкновенные вентиляторы, поток от которых направляется в узкий канал и дует на модель с одной стороны под соплом. Однако, такие вентиляторы плохо справляются с этой задачей и поток воздуха на выходе из узкого канала получается слабым, что негативно влияет на результат печати.
В 3D-принтере Faberant Cube двусторонний обдув модели использует центробежный турбинный вентилятор размером 50х50. Мощный поток воздуха, проходя через специальный канал, выходит с двух сторон и надежно охлаждает печатаемую деталь. Поэтому результат печати ПЛА-пластиком, особенно наклонных участков, получается очень хороший.

Дополнительные возможности
3D-принтер Faberant Cube оснащен автономным беспроводным Wi-Fi дисплеем с удобным меню, из которого доступны все функции и настройки принтера. Например, в меню можно активировать автоматическое отключение принтера после окончания печати. В меню есть функция изменения скорости печати и количества подаваемого пластика, а также изменения высоты первого слоя. Также печать можно поставить на паузу, например, для смены пластика.


Работающий принтер имеет минимальный уровень шума, что выгодно отличает его от многих конкурентов.
Поскольку первая модель принтера имела успех у предпринимателей, и у некоторых было до 8 принтеров, вставала проблема размещения всех аппаратов в рабочем пространстве. Поэтому, для нового принтера мы разработали простую систему установки одного аппарата на другой для создания так называемых "печатных стен". Другими словами, имеется возможность установки принтеров друг на друга для экономии места.
Заключение
3D-принтер Faberant Cube показывает прекрасные результаты печати различными материалами и рекомендуется для организаций, учебных заведений, предпринимателей. Как в образовательном процессе, так и в коммерческой эксплуатации принтер показывает отличные результаты.
Первоначальная разработка 3D-принтера велась в "Кубъект Лаб" в течении 6 месяцев. Мы старались учесть и решить все проблемы, которые присутствуют в других 3D-принтерах, чтобы сделать новый принтер лучшим в своем классе. Уверены, что нам это удалось, и наши пользователи по достоинству оценят этот труд. Мы не останавливается на достигнутом и постоянно совершенствуем наш принтер.
Спасибо за внимание!
Автор — Парфенов Евгений, руководитель "Кубъект Лаб", разработчик 3D-принтеров Faberant.

![]()
Последняя редакция: 07.01.2026