Как рассчитать максимальную производительность экструдера
Как рассчитывалась максимальная производительность нового сопла с медным ядром Faberant Copper Core
Определение максимальной производительности экструдера, скорости потока 3D-принтера для качественной печати.
Значение максимальной производительности экструдера вашего 3D-принтера, которое также зависит от сопла, важно знать, чтобы не печатать быстрее, чем может работать экструдер. Этот параметр можно внести в некоторые слайсеры, и если вы поставите слишком высокую скорость печати, то слайсер автоматически снизит ее в нужных местах. Печать таким образом будет всегда идеальной.
Это может быть полезным, если производитель 3D-принтера завысил эти значения в прошивке из маркетинговых целей. Тогда на высокой скорости печати не будет ограничения по скорости экструзии и качество печати будет ухудшаться.
Мы пробовали многие известные способы определения максимальной производительности экструдера для того, чтобы определить максимальную скорость потока для нашего нового сопла с медным ядром Faberant Copper Core.
Был отвергнут вариант теста с выдавливанием определенного количества пластика из экструдера с последующим его точным взвешиванием. Предполагается, что в случае перехода выше скорости максимальной экструзии, вес выдавленного пластика начнет уменьшаться, и это будет сигналом для проведения измерения. Однако, на наш взгляд, это слишком синтетический тест, поскольку при таком выдавливании пластика "на весу", экструдер не прижимается к предыдущему напечатанном слою, и не движется по слою, а значит, будет преодолевать меньшее сопротивление, чем при реальной печати. Поэтому результаты максимальной производительности экструдера при таком тесте будут завышенными. Этот тест был отвергнут.
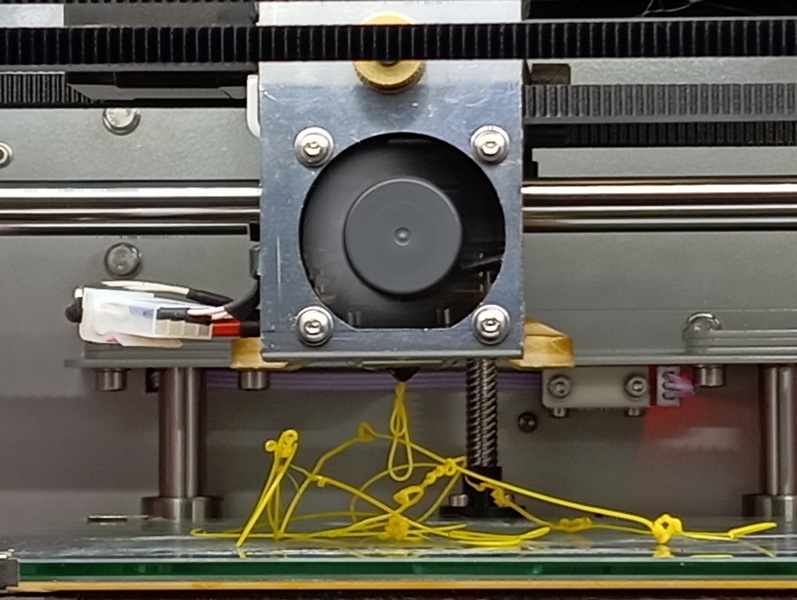
Другой вариант теста - печать детали из длинной замкнутой линии в одну стенку. С каждым слоем по высоте происходит увеличение скорости печати, а значит и скорости потока пластика из экструдера. Видимое ухудшение качества печати будет сигналом для проведения измерения. В данном тесте также получаются неточные и завышенные значения. Нам удалось печатать визуально качественно вплоть до скорости потока в 40мм3/сек, что конечно не может быть использовано в реальной печати. Таких высоких значений для аналогичных сопел нет у конкурентов. Данный тест также был отвергнут как непрезентативный.
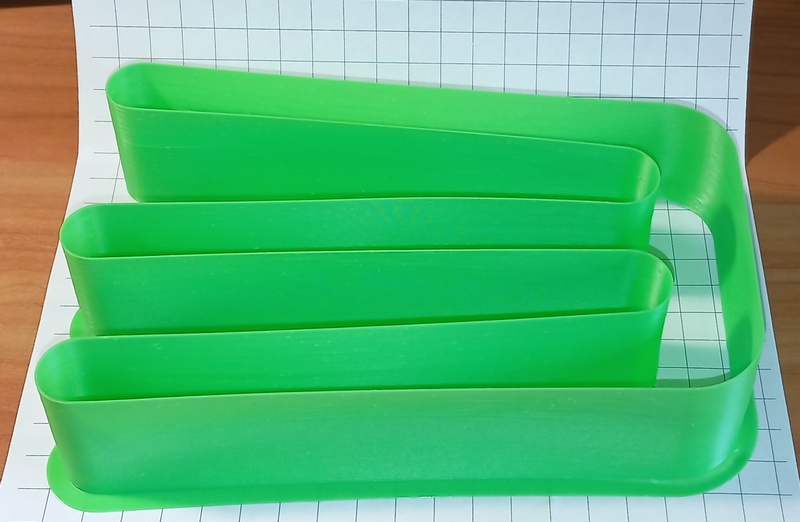
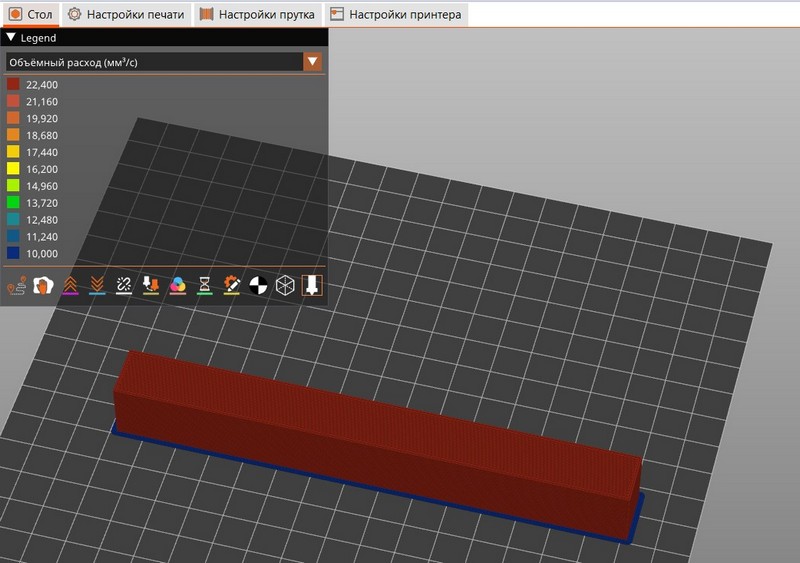
В итоге, мы остановились на тесте с реальной печатью детали, с известной первоначальной скоростью потока, которая одинакова по всей детали, и постепенным ручным повышением скорости печати. Деталь - вытянутый прямоугольник длиной 150 на 16 мм, с 100% заливкой пластиком. Заливка всегда выполняется в одной плоскости туда-обратно по максимально длинной стороне. Сигналом к проведению измерения должно быть визуальное ухудшение качества печати, выражающееся в том, что между линиями заливки начинают появляться небольшие просветы.
До этого момента при печати и будет максимальная производительность экструдера.
Для вычисления текущих значений скорости потока экструдера достаточно умножить первоначальную скорость потока на текущую скорость в процентах.
Постепенно повышая скорость печати и остановившись при начале ухудшения качества, мы посчитали, что максимальная экструзия для нового сопла с медным ядром Faberant Copper Core составляет 22,4 мм3/сек или 80,64 см3/час. Это очень большая скорость и она соответствует похожим соплам от конкурентов с технологией CHT или Volcano. Обращаем внимание, что эта скорость максимальной экструзии была посчитана при качественной печати!

Вы также можете посчитать скорость потока экструдера своего принтера, печатая код детали, которую мы подготовили (для пластика 1,75 мм).
Скачать готовый код для печати.
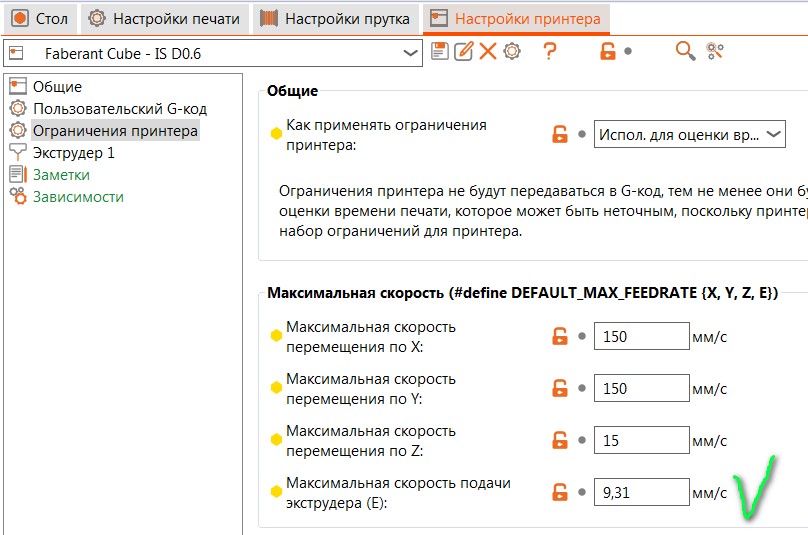
Перед началом печати убедитесь, что в настройках вашего принтера скорость экструзии подачи пластика установлена не ниже 10 мм/сек (смотрите ниже настройку EEPROM - E axis max.feedrate).
Первоначальная скорость потока, которая одинакова по всей детали, составляет в этой детали 20 мм3/сек
Ширина линии 0,6 мм (можно использовать для сопел 0,5 и 0,6 мм), высота слоя - 0,42 мм.
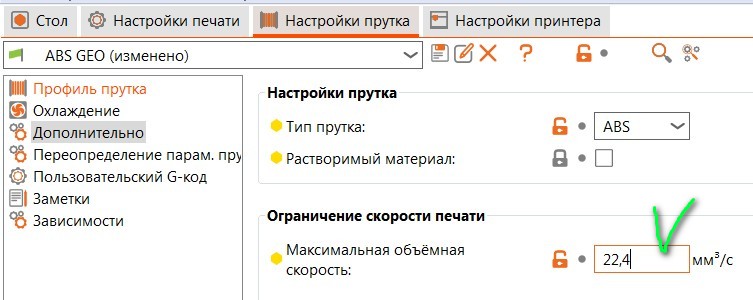
Ниже калькулятор для расчета для этой детали. Нужно иметь в виду, что результатом вычислений будет три связанных параметра. В прошивку принтера и в слайсер нужно вносить несколько этих значений в мм/сек (подача пластика со скоростью экструзии) и в мм3/сек (объемный поток пластика). Для сопла Faberant Copper Core это 9,31 мм/с и 22,4 мм3/сек соответственно.
Настройки прутка -> Дополнительно -> Ограничение скорости печати -> Максимальная объемная скорость (в мм3/сек)
Настройки принтера -> Ограничения принтера -> Максимальная скорость -> Максимальная скорость подачи экструдера (E) (в мм/сек)
Прошивка принтера Marlin:
Настройки EEPROM -> E axis max.feedrate (в мм/сек)

В результате скорость печати будет снижена до порога, ограниченного потоком экструдера, а качество печати будет максимальным.
И еще один наш калькулятор производительности экструдера