Новая прошивка, исправляющая температуру, для ранее выпущенных 3D-принтеров
В целях более точного определения температур экструдера и стола мы выпустили обновление прошивки для 3D-принтеров Faberant Cube версий 1.21, 1.20, 1.19, 1.18.
Из-за разброса параметров термисторов (температурных датчиков) реальная температура на экструдере и столике могла быть занижена.
Для решения проблемы мы изменили методику определения температур термисторов с табличной на параметрическую в прошивке.
Также теперь каждый термистор будет калиброваться заранее. Для каждого термистора будут подобраны точные параметры в рабочем диапазоне температур 3D-принтера.
Калибровка экструдера теперь осуществляется погружением термопары внутрь нагревающегося сопла.
Калибровка стола теперь осуществляется измерением температуры термопарой на поверхности стекла.
Рабочий диапазон температуры для экструдера 200°С-340°С
Рабочий диапазон температура для стола 100°С-160°С
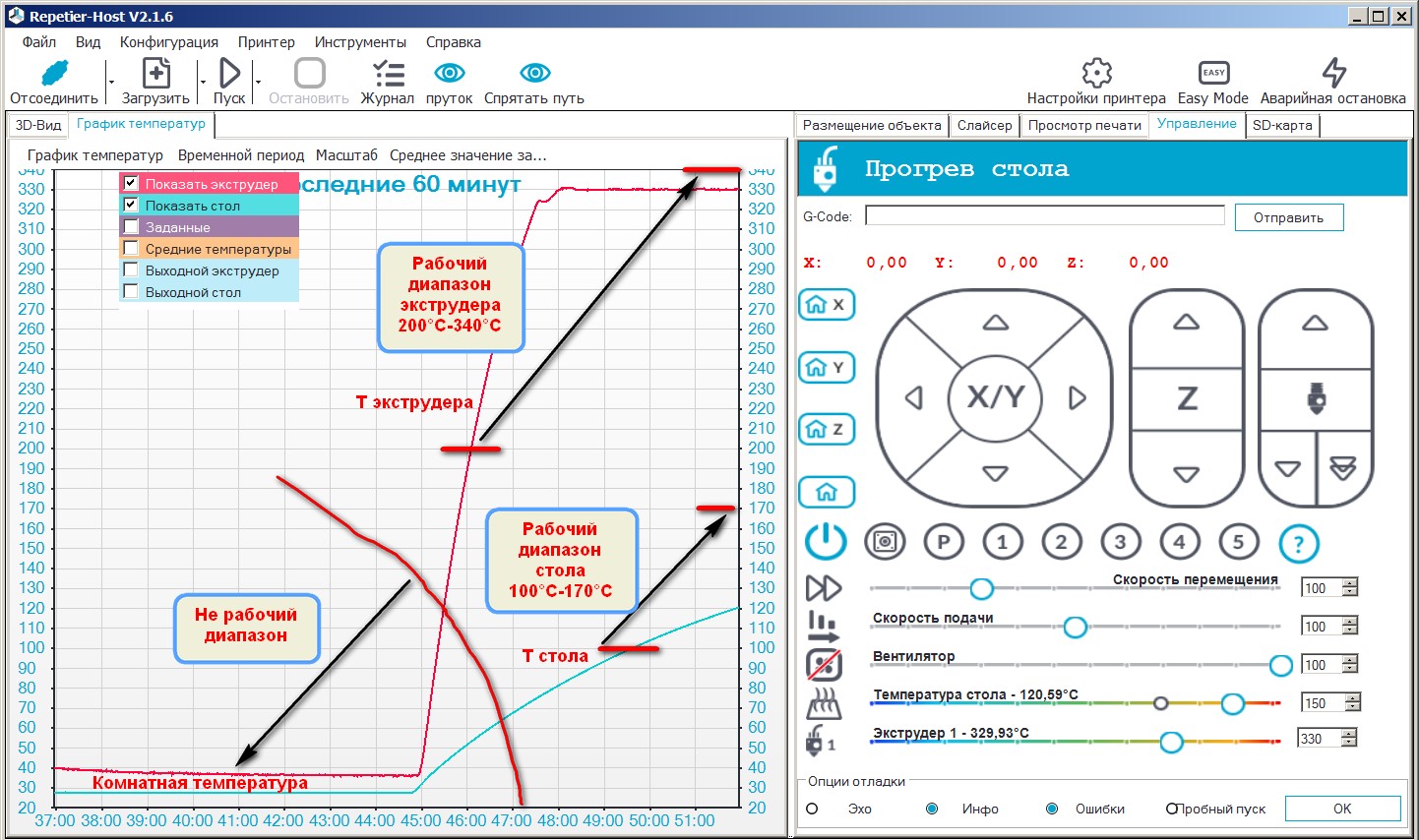
Вне этих диапазонов значения температуры термисторов будут отклоняться от реальных. То есть комнатная температура +25°С, не входящая в рабочий диапазон 3D-принтера, может определяться экструдером как +35°С, и столом как +28°С. Это не является проблемой, поскольку мы жертвуем нерабочим диапазоном ради точного определения температур в высоких, рабочих диапазонах.
С целью приведения температур в порядок в ранее выпущенных принтерах, подготовлена новая прошивка, firmware_v1.21_04.bin
Пользователи могут перепрошить свои принтеры, чтобы температуры соответствовали заявленным.
К сожалению, из-за того, что ранее выпущенные принтеры не проходили процедуру точной калибровки термисторов, у них разброс температур после прошивки может составить -+5°С.
Процедура прошивки описана тут:
https://faberant.ru/goods/Versionnost-3D-printerov-Faberant-Cube-proshivka
Для тех, кого интересует, как устроена параметрическая система определения температуры, предлагаем изучить эти источники:
https://marlinfw.org/docs/gcode/M305.html
https://www.ametherm.com/thermistor/ntc-thermistor-beta
https://www.ametherm.com/thermistor/ntc-thermistors-steinhart-and-hart-equation
Из-за разброса параметров термисторов (температурных датчиков) реальная температура на экструдере и столике могла быть занижена.
Для решения проблемы мы изменили методику определения температур термисторов с табличной на параметрическую в прошивке.
Также теперь каждый термистор будет калиброваться заранее. Для каждого термистора будут подобраны точные параметры в рабочем диапазоне температур 3D-принтера.
Калибровка экструдера теперь осуществляется погружением термопары внутрь нагревающегося сопла.
Калибровка стола теперь осуществляется измерением температуры термопарой на поверхности стекла.
Рабочий диапазон температуры для экструдера 200°С-340°С
Рабочий диапазон температура для стола 100°С-160°С
Вне этих диапазонов значения температуры термисторов будут отклоняться от реальных. То есть комнатная температура +25°С, не входящая в рабочий диапазон 3D-принтера, может определяться экструдером как +35°С, и столом как +28°С. Это не является проблемой, поскольку мы жертвуем нерабочим диапазоном ради точного определения температур в высоких, рабочих диапазонах.
С целью приведения температур в порядок в ранее выпущенных принтерах, подготовлена новая прошивка, firmware_v1.21_04.bin
Пользователи могут перепрошить свои принтеры, чтобы температуры соответствовали заявленным.
К сожалению, из-за того, что ранее выпущенные принтеры не проходили процедуру точной калибровки термисторов, у них разброс температур после прошивки может составить -+5°С.
Процедура прошивки описана тут:
https://faberant.ru/goods/Versionnost-3D-printerov-Faberant-Cube-proshivka
Для тех, кого интересует, как устроена параметрическая система определения температуры, предлагаем изучить эти источники:
https://marlinfw.org/docs/gcode/M305.html
https://www.ametherm.com/thermistor/ntc-thermistor-beta
https://www.ametherm.com/thermistor/ntc-thermistors-steinhart-and-hart-equation
05.03.2021
К другим новостям